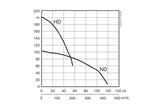
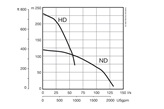
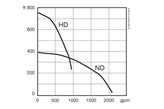
The innovative design allows this high-efficiency pump to be used both in high-head and high-flow applications. 50 Hz: head max 200 meters, flow max 120 l/s. 60 Hz: head max 230 meters (754 feet), flow max 130 l/s (2'090 gpm).
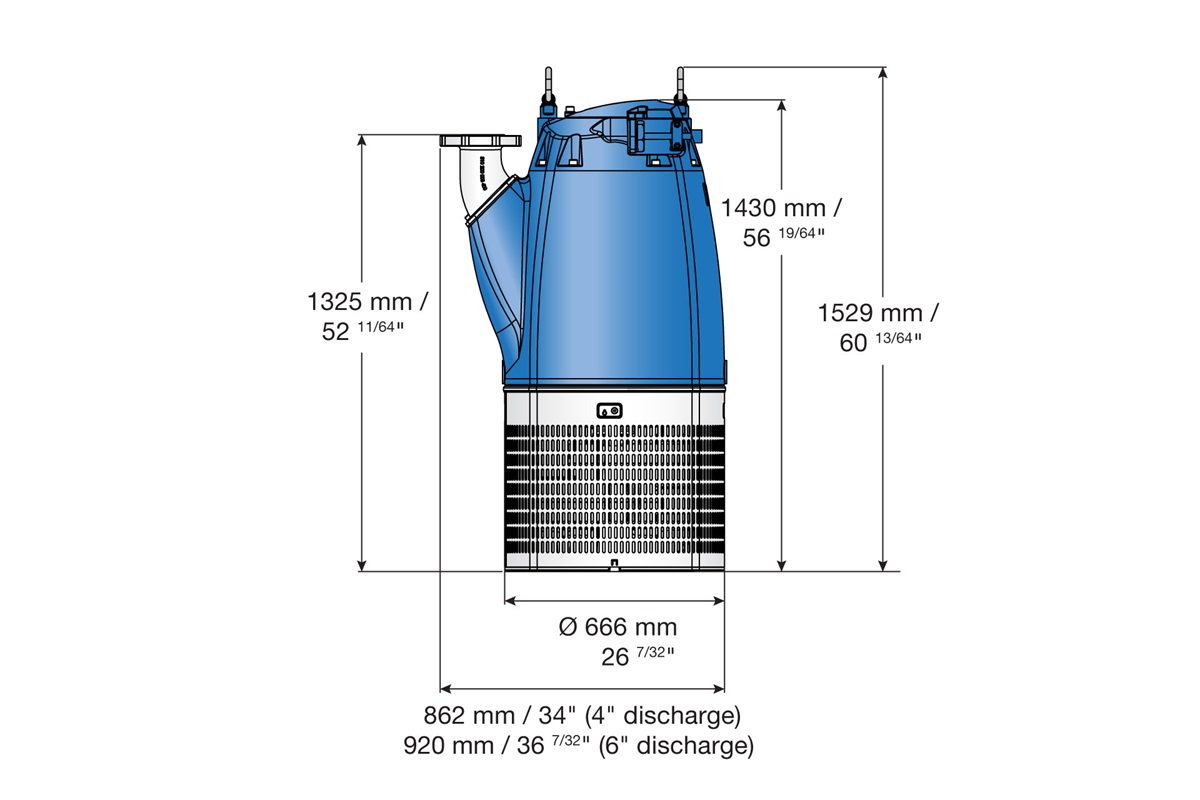
Strong cast iron construction with outer casing gives good cooling and enables the pump to run at operating water levels all the way down to the strainer.
Wear resistance
One investment for years of cost-efficient pumping. Impellers built back to back together with double exit volutes, and flow elbows in white cast iron ensure a long lifetime and high efficiency.
Flexible hydraulics
For easy conversion from ND to HD the pump is fitted with impellers and diffusers for both HD and ND versions. This give the option to stock fewer pumps and still have the right hydraulic performance for the job.
A tunnel construction is a complex worksite were many different variables need to be taken into consideration, flooding is one of them. Our drainage and sludge submersible dewatering pumps are lightweight, portable and start when you plug them in.
From roads and bridges to ditches and dams, construction sites are difficult places to work. Construction site managers need solid economic reasons for purchasing equipment. Our submersible dewatering pumps provide them.
Whether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving.
Our dewatering pumps are rugged and ready, taking on the toughest drainage and sludge removal.
Climate change is challenging natural disaster prevention. When water runs off the land in large quantities, Sulzer’s comprehensive range of pumps provide reliable, cost effective and efficient solutions for flood control.
Sulzer is proud that our latest addition to the submersible pumps family, the XJ 900 submersible dewatering pump, has won the Product of the Year category in the Pump Industry Awards program.
Sulzer pump specialists have helped global miner Anglo American overcome persistent reliability problems at an important iron ore project in Brazil. Since the switch to Sulzer’s range of advanced dewatering pumps, the site has experienced improved reliability and reduced spending on spare parts and maintenance.
Mines require water. At the same time, because many mine working areas are below the water table, the removal of water is a major challenge. Water is critical for every mine site – without water the mine could not operate. Pumps are, therefore, one of the most used machines in mines today. In this article we will review the concepts of mine water and mine water management as well as the most common pumping applications. Read the whole article.
The mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids. As well as having to deal with the process requirements, products must also be compliant with the environmental and legislative constraints in play across geographies. Read the whole article.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
How can we help you?
Talk or write to our experts to find your best solution.