The submersible OKI aerator mixer is a heavy-duty, non-clogging, gentle mixing unit which can operate both as an aerator and as a mixer for wastewater and water treatment in municipal and industrial plants. It is used for sludge stabilization in SBR, MBR, and MBBR processes.
Liftable and selfstanding, making it easy to change of the plant configuration—no need to empty the tank
Suitable for all usual tank depths, especially deep tanks which no longer require air cooling
Designed for non-clogging operation
Suitable for both continuous and intermittent process operation
Can run as an aerator and/or mixer according to process requirements
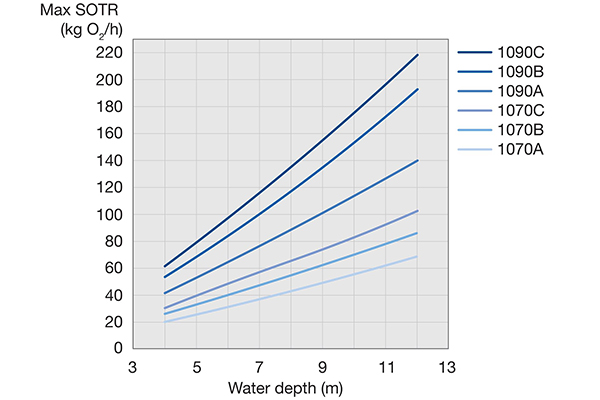
High Standard Oxygen Transfer Rate (SOTR) and Standard Aeration Efficiency (SAE) values
Main applications
Activated sludge basins and Sequence Batch Reactors (SBR), Membrane Bio Reactors (MBR), and Moving Bed Bio Reactors (MBBR), providing aeration and mixing in a single unit for degrading the biomass
Mixing and equalization basins, providing uniform wastewater loading to downstream processes and eliminating odors
Sludge storage and stabilization, providing odor control as well as oxidation of sludge
Air is one of the most important elements used in wastewater treatment processes. Activated sludge systems require proper aeration of the wastewater to ensure the biological decomposition of organic compounds. However, while air costs nothing, the systems required to deliver it can account for 50 to 90% of the energy consumption of a plant. Therefore, the decisions made with respect to this equipment can have a significant impact on running costs.
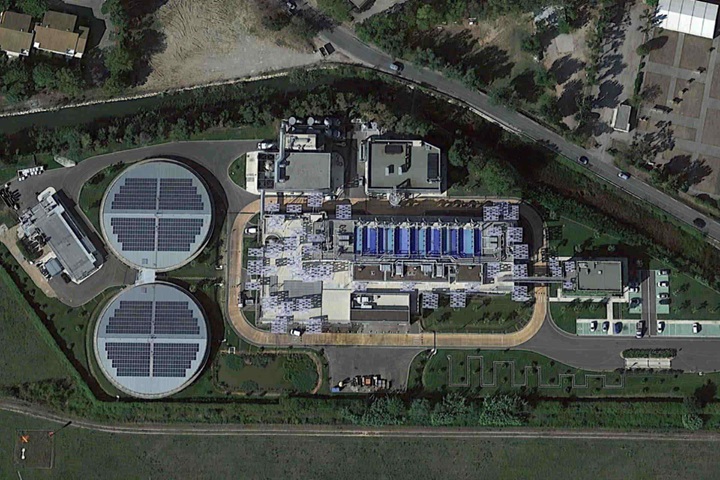
The mill has its own biological wastewater treatment plant with a total capacity of 350’000 population equivalent. Once treated, the water is recycled in the mill or restored to the natural environment. The WWTP has been modernized regularly during the past years
The Ardo frozen vegetables factory in Koolskamp, Belgium, has its own wastewater treatment plant with an anaerobic digester, aerated biological basins and a tertiary filtration stage with UF and RO membranes. Most of the treated water can be reused on site. To further improve the efficiency of the WWTP, Ardo decided to progressively replace the old surface aerators in the biological basins by optimally-adapted equipment.
Norske Skog Boyer Mill in Tasmania is a TMP newsprint mill that has produced paper continuously since 1949. A wastewater treatment plant comprising a central moving bed bioreactor (MBBR) and outer activated sludge tank (AST) treats up to 25’000 m³/d of process effluent. Four sets of HST™ turbocompressors play an essential role in the supply of air for efficient aerobic biological treatment. The compressors feed nine subermersible OKI aerator mixers in the AST and the aeration grid in the MBBR.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
In aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.
Anaerobic digestion requires temperature equalization and proper homogenization of the biomass to achieve a high gas production and to avoid sedimentation of organic matters. The surface crusts must be broken and prevention of foam must be managed if there are foaming tendencies. Sulzer can provide efficient and reliable Scaba agitators for digesters with high-efficiency propellers. Muffin Monster™ grinders upstream from the anaerobic digesters condition the sludge before digestion, improving the homogenization of the biomass and protecting the equipment downstream.
The target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.
Sometimes it is necessary to mix chemicals into the activated sludge before it enters the secondary sedimentation tank. For example, chemicals may be used to perform phosphorous removal on the effluent from the biological process. Many plants use chemicals to improve sludge thickening just prior to the sludge buffer tank.
Chemicals must sometimes be mixed into the activated sludge before it enters the secondary sedimentation tank. Whenever this done, it is important to achieve an even distribution of the chemicals. Chemicals may be added to perform the chemical removal of phosphorous on effluent from the biological process. In other circumstances, chemicals such as cationic polyelectrolytes with a high molecular weight may be added to improve the quality and settling ability of flocs formed in the activated sludge process.
Maximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.
The task of mixing in the equalization process is to blend the wastewater in order to prevent sedimentation, stratification and odor formation. It may also be necessary to mix and homogenize wastewater streams that arrive from different sources. Because the water level in the equalization tanks varies significantly and can sometimes be very low, high demands are placed upon the mixers.
Ensuring a uniform wastewater stream through effective mixing and solids reduction. Protects downstream processes, prevents blockages and provides consistent feed for every treatment stage.
Sulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
We support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.
Inlet pumping stations are somewhat similar to large terminal pumping stations. Depending on the depth of the incoming sewer, the lifting heads can range from around 2 up to 30 meters. To prevent hydraulic shock loads, which negatively impact the biological process, the stations often make use of variable-speed drives and/or several pumps in parallel.
When denitrification is followed by a physically separated nitrification step, the nitrates formed during nitrification must be recirculated. The nitrates are pumped back into the denitrification step, where the anoxic process splits the nitrate molecules into nitrogen and oxygen. This frees the nitrogen into the air. This application is best served by submersible recirculation pump types ABS XRCP and RCP, the submersible mixed flow column pump type ABS AFLX and the submersible propeller pump type ABS VUPX.
Outlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide.
Outlet pumping stations may also be needed to compensate for increasing frictional losses in the outgoing pipe at high flows, for example in long sea outfall pipes.
Outlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide.
The purpose of the selector tank is to control and limit the growth of filamentous bacteria, and then to enhance the sedimentation ability of the sludge. Sulzer provides a number of solutions for creating optimal conditions in the selector.
We are a forerunner in the development of mechanical separation applications for bio-based raw materials. Our solutions produce ingredients in a very pure form, suitable for further processing.
The sludge buffer tank can be used for a variety of purposes. The most common application is the blending and homogenization of highly concentrated primary, secondary or digested sludge. The solution used to mix the sludge itself, or to mix the sludge with the dosed thickening chemicals, depends on the design and volume of the sludge buffer tank. Submersible mixer types ABS XRW and RW, as well as the agitator type Scaba, can be used to provide highly efficient mixing. Positive displacement, progressing cavity transfer pumps and Muffin Monster™ grinders are used for solids reduction and sludge transfer from sludge feed to sludge dewatering process.
Sulzer pumps, mixers, grinders and agitators are used to condition, transfer, blend and handle sludge. Our progressing cavity, positive displacement pump range, provide a near constant flow rate with suction lift capability, for handling all types of non-Newtonian sludge and cake processes, typically demanded within the wastewater treatment plant. Maintain in place features ensure any process downtime due to the change out of wear components is kept to a minimum. The Muffin Monster™ grinders protect the equipment downstream. The sludge conditioned by grinders will not clog valves, heat exchangers, digesters, centrifuges and other equipment on the sludge line.
Treated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow.




 Delivering cost savings for wastewater treatmentAir is one of the most important elements used in wastewater treatment processes. Activated sludge systems require proper aeration of the wastewater to ensure the biological decomposition of organic compounds. However, while air costs nothing, the systems required to deliver it can account for 50 to 90% of the energy consumption of a plant. Therefore, the decisions made with respect to this equipment can have a significant impact on running costs.
Delivering cost savings for wastewater treatmentAir is one of the most important elements used in wastewater treatment processes. Activated sludge systems require proper aeration of the wastewater to ensure the biological decomposition of organic compounds. However, while air costs nothing, the systems required to deliver it can account for 50 to 90% of the energy consumption of a plant. Therefore, the decisions made with respect to this equipment can have a significant impact on running costs. Aerator mixer upgrades industrial wastewater treatmentThe mill has its own biological wastewater treatment plant with a total capacity of 350’000 population equivalent. Once treated, the water is recycled in the mill or restored to the natural environment. The WWTP has been modernized regularly during the past years
Aerator mixer upgrades industrial wastewater treatmentThe mill has its own biological wastewater treatment plant with a total capacity of 350’000 population equivalent. Once treated, the water is recycled in the mill or restored to the natural environment. The WWTP has been modernized regularly during the past years Aeration system improves wastewater treatment in a frozen vegetables plantThe Ardo frozen vegetables factory in Koolskamp, Belgium, has its own wastewater treatment plant with an anaerobic digester, aerated biological basins and a tertiary filtration stage with UF and RO membranes. Most of the treated water can be reused on site. To further improve the efficiency of the WWTP, Ardo decided to progressively replace the old surface aerators in the biological basins by optimally-adapted equipment.
Aeration system improves wastewater treatment in a frozen vegetables plantThe Ardo frozen vegetables factory in Koolskamp, Belgium, has its own wastewater treatment plant with an anaerobic digester, aerated biological basins and a tertiary filtration stage with UF and RO membranes. Most of the treated water can be reused on site. To further improve the efficiency of the WWTP, Ardo decided to progressively replace the old surface aerators in the biological basins by optimally-adapted equipment. Air for efficient aerobic biological treatmentNorske Skog Boyer Mill in Tasmania is a TMP newsprint mill that has produced paper continuously since 1949. A wastewater treatment plant comprising a central moving bed bioreactor (MBBR) and outer activated sludge tank (AST) treats up to 25’000 m³/d of process effluent. Four sets of HST™ turbocompressors play an essential role in the supply of air for efficient aerobic biological treatment. The compressors feed nine subermersible OKI aerator mixers in the AST and the aeration grid in the MBBR.
Air for efficient aerobic biological treatmentNorske Skog Boyer Mill in Tasmania is a TMP newsprint mill that has produced paper continuously since 1949. A wastewater treatment plant comprising a central moving bed bioreactor (MBBR) and outer activated sludge tank (AST) treats up to 25’000 m³/d of process effluent. Four sets of HST™ turbocompressors play an essential role in the supply of air for efficient aerobic biological treatment. The compressors feed nine subermersible OKI aerator mixers in the AST and the aeration grid in the MBBR. Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.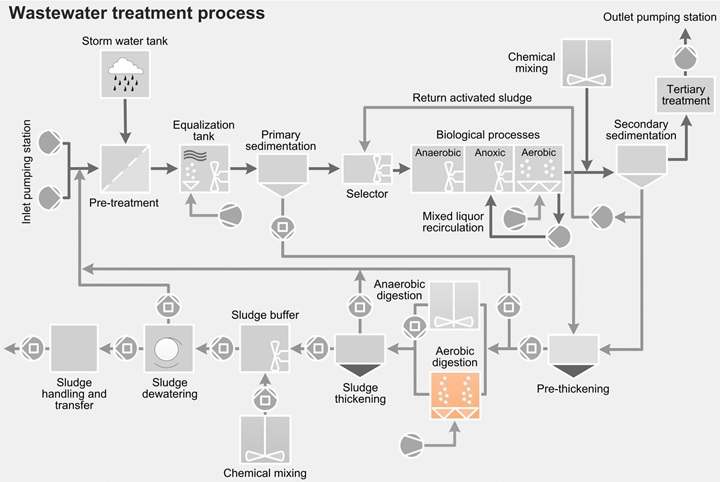 Aerobic digestionIn aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.
Aerobic digestionIn aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.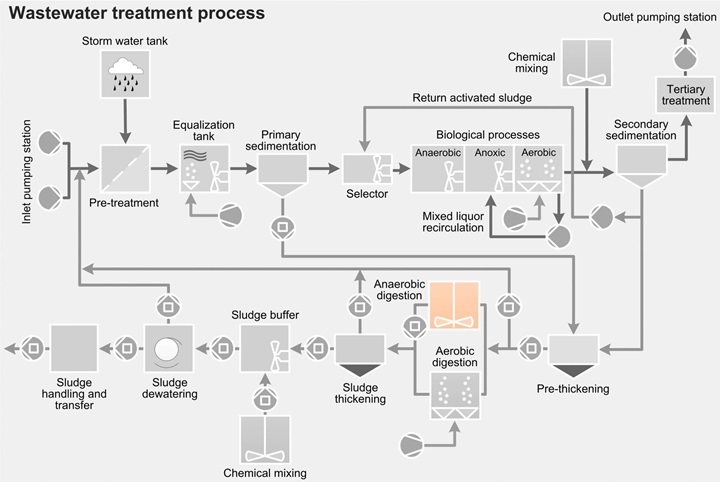 Anaerobic digestionAnaerobic digestion requires temperature equalization and proper homogenization of the biomass to achieve a high gas production and to avoid sedimentation of organic matters. The surface crusts must be broken and prevention of foam must be managed if there are foaming tendencies. Sulzer can provide efficient and reliable Scaba agitators for digesters with high-efficiency propellers. Muffin Monster™ grinders upstream from the anaerobic digesters condition the sludge before digestion, improving the homogenization of the biomass and protecting the equipment downstream.
Anaerobic digestionAnaerobic digestion requires temperature equalization and proper homogenization of the biomass to achieve a high gas production and to avoid sedimentation of organic matters. The surface crusts must be broken and prevention of foam must be managed if there are foaming tendencies. Sulzer can provide efficient and reliable Scaba agitators for digesters with high-efficiency propellers. Muffin Monster™ grinders upstream from the anaerobic digesters condition the sludge before digestion, improving the homogenization of the biomass and protecting the equipment downstream.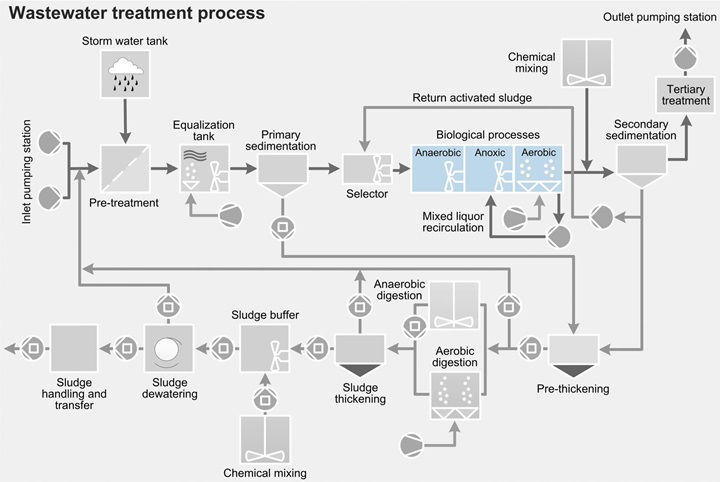 Biological processThe target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.
Biological processThe target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.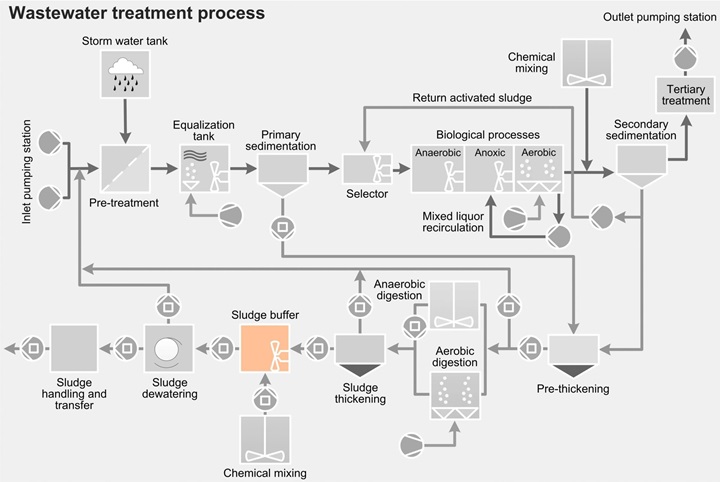 Chemical mixing - sludgeSometimes it is necessary to mix chemicals into the activated sludge before it enters the secondary sedimentation tank. For example, chemicals may be used to perform phosphorous removal on the effluent from the biological process. Many plants use chemicals to improve sludge thickening just prior to the sludge buffer tank.
Chemical mixing - sludgeSometimes it is necessary to mix chemicals into the activated sludge before it enters the secondary sedimentation tank. For example, chemicals may be used to perform phosphorous removal on the effluent from the biological process. Many plants use chemicals to improve sludge thickening just prior to the sludge buffer tank.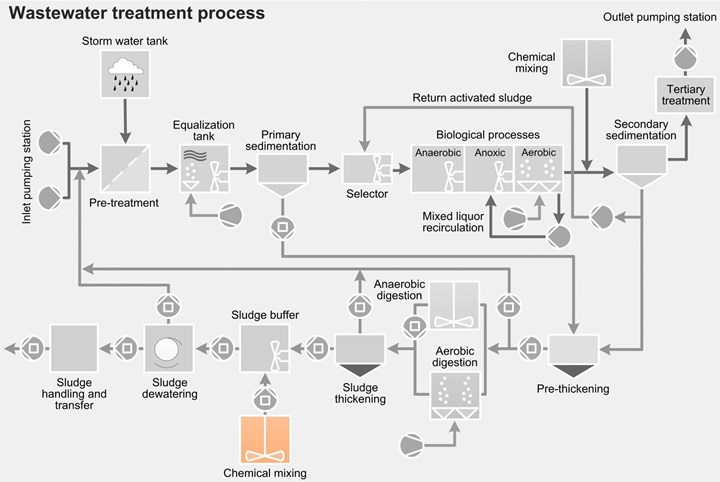 Chemical mixing sewageChemicals must sometimes be mixed into the activated sludge before it enters the secondary sedimentation tank. Whenever this done, it is important to achieve an even distribution of the chemicals. Chemicals may be added to perform the chemical removal of phosphorous on effluent from the biological process. In other circumstances, chemicals such as cationic polyelectrolytes with a high molecular weight may be added to improve the quality and settling ability of flocs formed in the activated sludge process.
Chemical mixing sewageChemicals must sometimes be mixed into the activated sludge before it enters the secondary sedimentation tank. Whenever this done, it is important to achieve an even distribution of the chemicals. Chemicals may be added to perform the chemical removal of phosphorous on effluent from the biological process. In other circumstances, chemicals such as cationic polyelectrolytes with a high molecular weight may be added to improve the quality and settling ability of flocs formed in the activated sludge process. Copper applicationsMaximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.
Copper applicationsMaximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.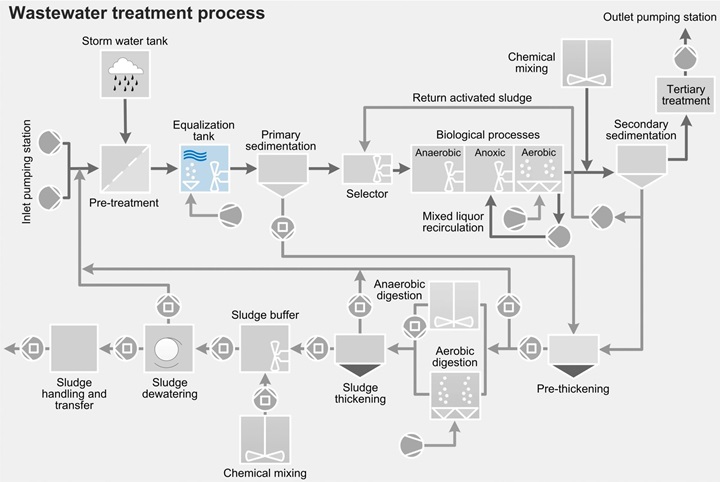 EqualizationThe task of mixing in the equalization process is to blend the wastewater in order to prevent sedimentation, stratification and odor formation. It may also be necessary to mix and homogenize wastewater streams that arrive from different sources. Because the water level in the equalization tanks varies significantly and can sometimes be very low, high demands are placed upon the mixers.
EqualizationThe task of mixing in the equalization process is to blend the wastewater in order to prevent sedimentation, stratification and odor formation. It may also be necessary to mix and homogenize wastewater streams that arrive from different sources. Because the water level in the equalization tanks varies significantly and can sometimes be very low, high demands are placed upon the mixers. Homogenization, mixing and solids preparationEnsuring a uniform wastewater stream through effective mixing and solids reduction. Protects downstream processes, prevents blockages and provides consistent feed for every treatment stage.
Homogenization, mixing and solids preparationEnsuring a uniform wastewater stream through effective mixing and solids reduction. Protects downstream processes, prevents blockages and provides consistent feed for every treatment stage. Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes. Industry verticalsWe support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.
Industry verticalsWe support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.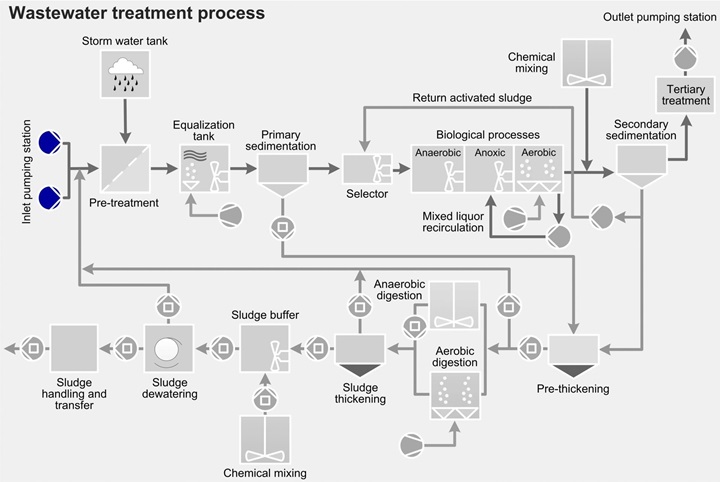 Inlet pumping stationInlet pumping stations are somewhat similar to large terminal pumping stations. Depending on the depth of the incoming sewer, the lifting heads can range from around 2 up to 30 meters. To prevent hydraulic shock loads, which negatively impact the biological process, the stations often make use of variable-speed drives and/or several pumps in parallel.
Inlet pumping stationInlet pumping stations are somewhat similar to large terminal pumping stations. Depending on the depth of the incoming sewer, the lifting heads can range from around 2 up to 30 meters. To prevent hydraulic shock loads, which negatively impact the biological process, the stations often make use of variable-speed drives and/or several pumps in parallel.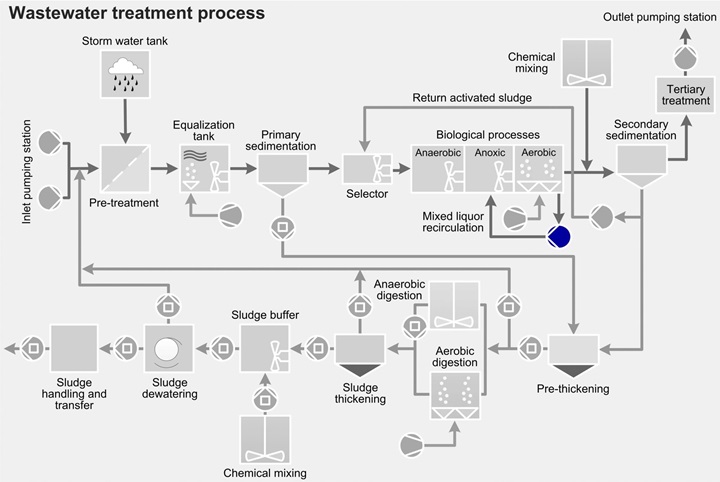 Mixed liquor recirculationWhen denitrification is followed by a physically separated nitrification step, the nitrates formed during nitrification must be recirculated. The nitrates are pumped back into the denitrification step, where the anoxic process splits the nitrate molecules into nitrogen and oxygen. This frees the nitrogen into the air. This application is best served by submersible recirculation pump types ABS XRCP and RCP, the submersible mixed flow column pump type ABS AFLX and the submersible propeller pump type ABS VUPX.
Mixed liquor recirculationWhen denitrification is followed by a physically separated nitrification step, the nitrates formed during nitrification must be recirculated. The nitrates are pumped back into the denitrification step, where the anoxic process splits the nitrate molecules into nitrogen and oxygen. This frees the nitrogen into the air. This application is best served by submersible recirculation pump types ABS XRCP and RCP, the submersible mixed flow column pump type ABS AFLX and the submersible propeller pump type ABS VUPX. Organic and solids load reduction (BOD / COD / TSS)Pretreatment, primary & secondary steps that cut polluting loads to acceptable levels.
Organic and solids load reduction (BOD / COD / TSS)Pretreatment, primary & secondary steps that cut polluting loads to acceptable levels.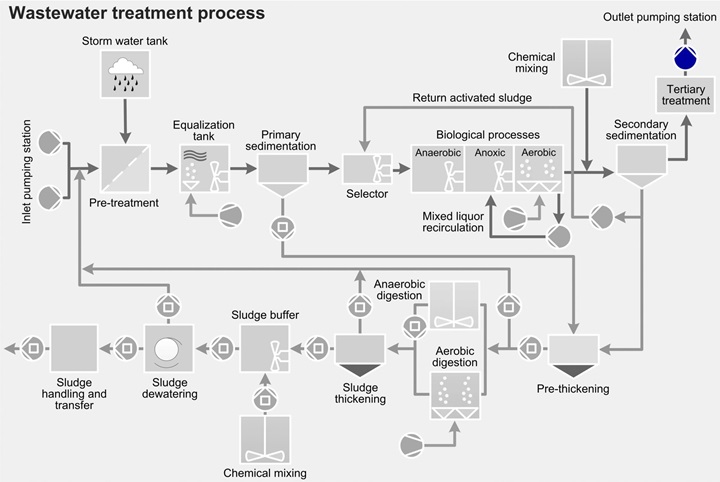 Outlet pumping stationsOutlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide. Outlet pumping stations may also be needed to compensate for increasing frictional losses in the outgoing pipe at high flows, for example in long sea outfall pipes.
Outlet pumping stationsOutlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide. Outlet pumping stations may also be needed to compensate for increasing frictional losses in the outgoing pipe at high flows, for example in long sea outfall pipes. Regulatory compliance and discharge consentsMeeting local discharge permits, trade effluent limits and environmental directives
Regulatory compliance and discharge consentsMeeting local discharge permits, trade effluent limits and environmental directives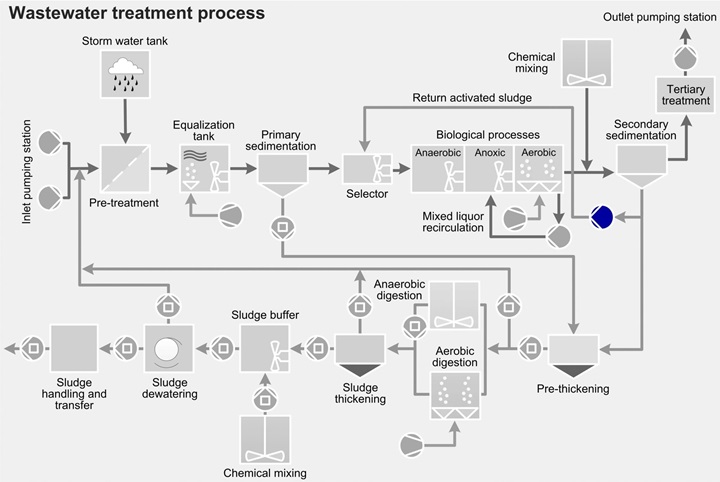 Return of activated sludgeOutlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide.
Return of activated sludgeOutlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide.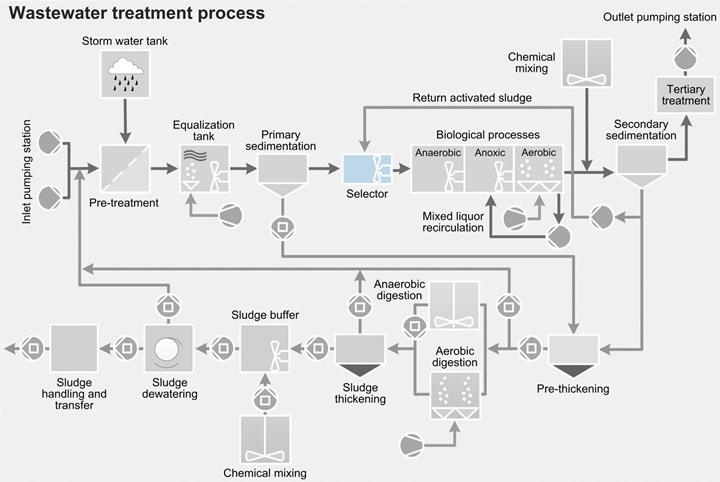 SelectorThe purpose of the selector tank is to control and limit the growth of filamentous bacteria, and then to enhance the sedimentation ability of the sludge. Sulzer provides a number of solutions for creating optimal conditions in the selector.
SelectorThe purpose of the selector tank is to control and limit the growth of filamentous bacteria, and then to enhance the sedimentation ability of the sludge. Sulzer provides a number of solutions for creating optimal conditions in the selector. Separation applicationsWe are a forerunner in the development of mechanical separation applications for bio-based raw materials. Our solutions produce ingredients in a very pure form, suitable for further processing.
Separation applicationsWe are a forerunner in the development of mechanical separation applications for bio-based raw materials. Our solutions produce ingredients in a very pure form, suitable for further processing. Sludge management and dewateringThickening & dewatering that cut transport costs and prep sludge for anaerobic digestion.
Sludge management and dewateringThickening & dewatering that cut transport costs and prep sludge for anaerobic digestion. Targeted contaminant and nutrient removalNitrogen (N) and Phosphorus (P) reduction, fats, oils & grease (FOG), metals, salts, micro-pollutants and industry specific compounds.
Targeted contaminant and nutrient removalNitrogen (N) and Phosphorus (P) reduction, fats, oils & grease (FOG), metals, salts, micro-pollutants and industry specific compounds.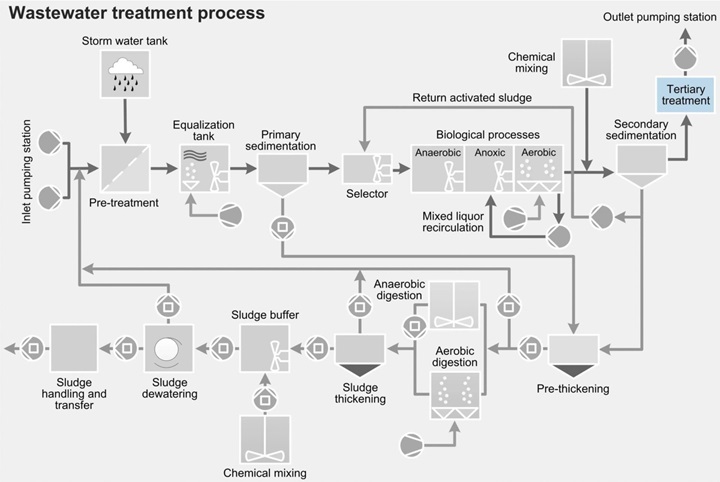 Tertiary treatmentTreated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow.
Tertiary treatmentTreated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow. Water reuse and resource recoveryClosing the loop through filtration, membrane systems and heat / biogas capture.
Water reuse and resource recoveryClosing the loop through filtration, membrane systems and heat / biogas capture.