-
 Ammonia and urea fertilizersUsing the latest generation of random packing, efficiency of the CO₂ absorber can be increased by up to 35%. Hydraulic Power Recovery Turbines can recover wasted energy reducing OPEX.
Ammonia and urea fertilizersUsing the latest generation of random packing, efficiency of the CO₂ absorber can be increased by up to 35%. Hydraulic Power Recovery Turbines can recover wasted energy reducing OPEX.
-
 Potash fertilizersOur pumps, agitators, mixers and compressors provide efficiency, reliability and durability in potash applications.
Potash fertilizersOur pumps, agitators, mixers and compressors provide efficiency, reliability and durability in potash applications.
-
 NPK fertilizersOur pumps, agitators and mixers provide durability and reliability in severe fertilizer applications.
NPK fertilizersOur pumps, agitators and mixers provide durability and reliability in severe fertilizer applications.
-
 Waters in fertilizers complexesOur dedicated pumps, agitators, mixers and aeration equipment provide efficiency, reliability and durability in all water and wastewater applications.
Waters in fertilizers complexesOur dedicated pumps, agitators, mixers and aeration equipment provide efficiency, reliability and durability in all water and wastewater applications.
-
 Design and consultancy in fertilizers and chemical processing plantsRemove your process barriers and implementations issues with tailor-made equipment.
Design and consultancy in fertilizers and chemical processing plantsRemove your process barriers and implementations issues with tailor-made equipment.
-
 Molten sulfur, sulfuric acid and oleumOur pumps, agitators, mixers and compressors provide efficiency, reliability and durability in molten sulfur and sulfuric acid applications.
Molten sulfur, sulfuric acid and oleumOur pumps, agitators, mixers and compressors provide efficiency, reliability and durability in molten sulfur and sulfuric acid applications.
Phosphate fertilizers
Proven and reliable equipment for the phosphate industry
Our pumps, agitators, mixers and compressors provide efficiency, reliability and durability in phosphate applications.
Phosphorus (P) is essentially found in natural phosphate ores. To produce fertilizers, it is mainly transformed into intermediate phosphoric acid and then mixed with other nutrients, but it can also be reacted directly with acid.
The production of phosphate fertilizers can be divided into three distinct activities: the mining and beneficiation of phosphate rock, the production of phosphoric acid, and the production of phosphate fertilizers. For all these main activities, different techniques exist with their own specific applications and operating conditions.
Phosphate rock mining and beneficiation
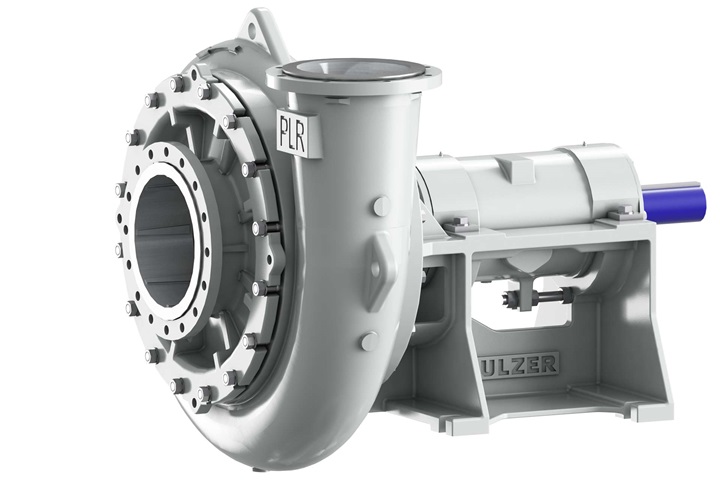
Through our worldwide installed base of equipment, we have been providing solutions for the phosphate rock beneficiation process for decades. Backed by this experience and proven solutions in other metals and mining processes, Sulzer is able to provide you with slurry, mine dewatering and process pumps as well as heavy-duty agitators to meet the process requirements. The complete product offering includes all fluid and compressed air management applications with high-efficiency centrifugal blowers and compressors as well as liquid ring vacuum pumps.
Your applications:
- HP water pump
- Tank agitator/mixer
- Mill discharge pump
- Hydrocyclone feed/UF/OF pump
- Attrition feed/discharge pump
- Conditioner agitator/mixer
- Flotation feed/UF/OF pump
- Flotation air injection fan/blower
- Thickener feed/UF/OF pump
- Filter feed/wash pump
- Filter vacuum pump
- Tank agitator
- Slurry tailings transfer
Phosphoric acid production
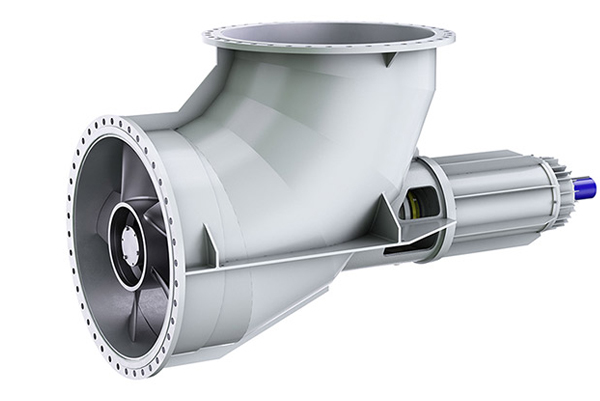
With proven experience and worldwide references, we offer an extensive range of products suitable for all applications in phosacid plants: slurry pumps, heavy-duty horizontal or vertical axial flow pumps, single-stage and multi-stage process pumps, liquid ring vacuum pumps, standard and heavy-duty agitators as well as many other products.
Your applications:
- Phosphate rock feed pump
- Cooler circulation pump
- Reactor/digestor agitators/mixers
- Reactor circulation pump
- Slurry filter feed pump
- Filtrate extraction pump (w/wo self-regulating design)
- Gypsum slurry evacuation pump
- Evaporator circulation pump
- 28% and 54% acid sludge pump
- Intermediate and final acid storage tank agitator
- Vacuum pump applications
Phosphate fertilizers (MAP/DAP/TSP/SSP)
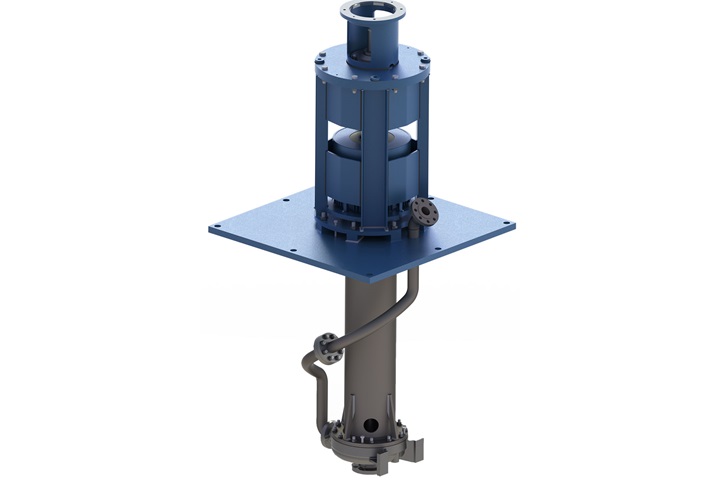
We offer an extensive range of products suitable for all applications: vertical ammonia pumps according to API design, slurry pumps, process pumps, heavy duty agitators, as well as many other products.
For the production of high purity MAP/DAP (e.g. water-soluble fertilizers) via evaporation-crystallization technologies, we also supply axial flow pumps, slurry pump, process pumps, vertical propeller circulators and agitators.
Your applications:
- Ammonia pump
- Phosphoric/sulfuric/nitric acid pump
- Pre-neutralizer/reactor/digestor agitator/mixer
- Pipe reactor feed pump
- Slurry and pre-neutralizer slurry pump
- Pre-scrubber/scrubber/dryer/dedusting/TGS circulation pump
- Scrubber/pre-scrubber tank agitator
- Granulation feed/prilling tower pump
- Crystallizer/evaporator feed/circulation/product/vacuum pump
- Auxiliary pump (defoamer, coating agent, fuel oil, effluent…)
A solution for every application
With a cumulated experience of 100 years in the fertilizers market, we have a broad range of dedicated equipment that will meet your needs from the most erosive to corrosive applications.