Crystallization
Fractional Melt Crystallization is one of the most powerful purification techniques available in process engineering. When all conventional purification techniques find their limits, Fractional Melt Crystallization will succeed at giving you the purest product to meet the most demanding specifications. Ultra-high purity is the credo of Fractional Melt Crystallization and Sulzer has more than 40 years of experience in supplying suspension, static and falling film crystallization technologies as well as freeze concentration. Fractional Melt Crystallization features an environmentally friendly, energetically efficient and economically competitive process for separation and purification of organics.


Crystallization is one of the most powerful purification techniques available in process engineering. Fractional Melt Crystallization is a stagewise separation technique that relies upon liquid-solid phase transition and enables multicomponent mixtures to be split into narrow fractions, ultimately leading to top purities of selected components, through the virtue of selectivity found in solid liquid equilibria. Fractional Melt Crystallization is most frequently encountered in the separation of organic materials ranging from isomers separations to tar chemical mixtures and from organic acids to Monomers.
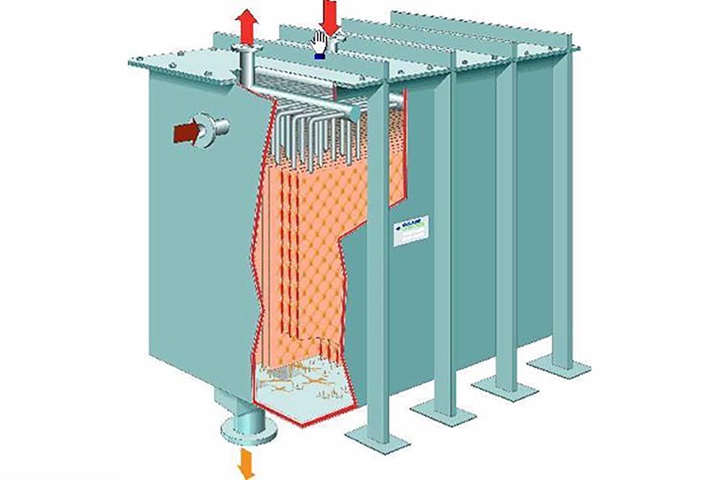
Industrial Fractional Melt Crystallization features generation of crystals by nucleation, crystal growth and the recovery of crystals from residual mother liquor. Both generation and recovery of crystals can be performed either from suspension or through a crystal layer. Fractional Melt Crystallization is a solvent-free process.
In suspension crystallization a melt or a solution is cooled below saturation temperature. Crystals grow under adiabatic conditions with supersaturation as driving force being present throughout the liquid phase. A very special knowhow is required to secure crystal shape, crystal size and crystal size distribution. Since the product from suspension crystallization is a slurry, the separation of residual mother liquor from large specific surface area is usually carried out in dedicated Equipment.
In layer crystallization the crystals grow onto a cooled surface. Crystals grow in a non-adiabatic environment in such a way that subcooling is supplied through the crystal layer rather than through the liquid phase. The driving force results from the net effect of temperature and concentration gradients across both the solid and liquid phase. Under these conditions crystal growth rate is 10 to 100 times faster than in suspension crystallization.
Contact our team below for your custom solution