







Brochures
-
Process plantspdfLanguages:
Biofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
We offer you a wide range of pumping and mixing solutions for the production of bioethanol, biodiesel and biogas, such as centrifugal pumps for high-solids materials, gas removal pumps, tower and tank agitators, and gas mixers. Our product portfolio also includes energy-efficient products for water and wastewater effluent treatment applications.
Our long-standing experience, partnership programs, and research and development with full scale testing facilities ensure that Sulzer pumps and equipment operate efficiently and reliably; also in bioenergy, distillation and absorption processes.
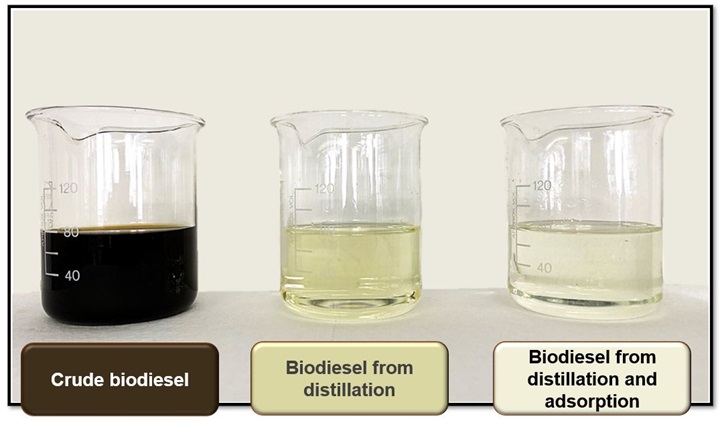
For advanced biofuels production, Sulzer has delivered complete process plant solutions including cutting-edge distillation technology with a high level of heat-integration and membrane separation units to many countries around the world.



