- For low flow dosing applications, with continuous capacity demands
- Gentle pumping action, minimises shear and crush damage to the pumped product
- Dosing pump parts are interchangeable with the PC transfer range, with stock standardization benefits
- An enhanced coupling rod design, gives higher pressure capabilities, up to 72 Bar
PC dosing pump
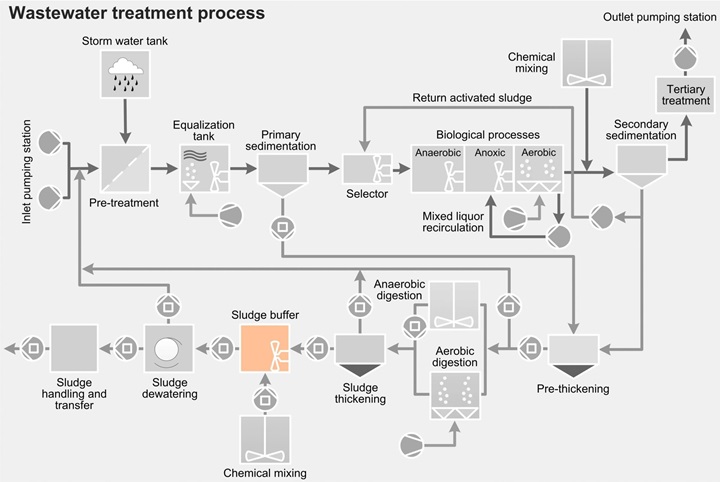
Sludge lubrication: low flow and high-capacity pumps
In sludge dewatering and thickening, barrier layer injection and conditioning agents are added to the delivery pipework for lubrication, to reduce friction losses and system operating pressure. Our products are used in low flow dosing applications where flow capacity needs to be maintained.
- Sludge dewatering and thickening (barrier layer injection and conditioning agents)
- Controlled flocculent pumping
- General industry and chemical processing
Main design features
- Manufactured with wetted parts in stainless steel (except the body, coupling rod and suction chamber). The suction chamber is made from HDPE with the end cover and mechanical seal housing is in PVDF.
- Robust drives, specially selected drives and gearboxes for longer life. Options include electric motor drive units supplied as direct-coupled or variable speed drives with mechanical variable speed or frequency inverter.
Key characteristics
| Capacities | 5 to 1,250 l/h / 0.02 to 5.50 US gpm |
| Pressures | Up to 72 bar / 1,044 psi |
| Temperatures | Up to 120ºC / 248ºF (St. Steel version) |