Documents
-
Ultra-pure ethylene carbonatepdfLanguages:

Our innovations center around:
Our patented suite of technologies fall broadly into the Petrochemical, Refinery, Gas Processing and Polyester Intermediates market segments. Our petrochemical technologies available for license focus on value-added products from the steam cracker including BTX, styrene, naphthalene and various C5s. It is important for crackers using liquid feedstocks to upgrade all of the by-products in order to maintain competitiveness with the crackers using low-cost ethane feedstock. Our refining technologies upgrade fuel streams or convert fuel to higher value petrochemicals. These include CCR naphtha reforming, light naphtha isomerization and direct recovery of BTX from FCC gasoline.
Our portfolio also includes a range of processes for meeting the clean fuels mandate for benzene reduction and low-sulfur products. In the polyester value chain, Our licensees can benefit from breakthrough technology to reduce bromine and burning losses in the PTA oxidation system and avoid the high-pressure hydrogenation system to purify the TA. We offer a hybrid adsorption/crystallization scheme for PX recovery, and conversion of all aromatics in the raw material in xylenes, with the option for zero benzene co-production using our toluene alkylation process.
Our portfolio comprises, among others:
Our Basic Engineering Package (BEP) is designed so that all important technology information can efficiently and successfully be transferred to customers. The information is constructed so that an experienced detail engineering contractor can easily execute the corresponding DE documentation. Our BEP covers the entire technology know-how information for constructing and operating a plant. The BEP information is built on company know how, thoughtful analysis and research, proprietary simulation models, internal data bases, and monitoring of operational technologies:
Our comprehensive BEP documentation includes:
Our BEP documentation covers different operating scenarios in terms of feed, product or capacity variation, offering design solutions for each of the requested cases. The BEP documentation includes the information for all auxiliary facilities essential for the proper operation of the main processing unit. This may include solvent facilities, regeneration systems, waste disposal systems, feed preparation facilities, special loading/unloading systems etc. BEP documentation for grassroots units are updated with the latest process improvements based on research and data collected from our similar units in operation. We are well known for its expertise in revamping existing units by finding innovative solutions for modernizing old facilities. Our expertise in reconfiguring the processing scheme, implementing unique technologies and knowledge in basic unit operation makes it possible to reach unprecedented performance.

BioFlux Renewable Diesel
Versatile Hydrotreating Process
BioFlux® is a novel hydrotreating technology that addresses key issues challenging renewable diesel operators.
The BioFlux® Hydrotreating Unit has been designed to overcome the deficiencies of a trickle-bed design by completely dissolving hydrogen into the liquid. High liquid mass flux is maximized in the reactor, and the proprietary reactor internals ensure complete mixing of feed and hydrogen for even distribution across the catalyst. In the first stage, triglycerides and lipid-based feeds are reacted with hydrogen to remove oxygen and saturate olefins, which generates a diesel-range hydrocarbon product. Water, CO2, and other by-products are also generated. After by-product removal, a portion of the first reactor product is recycled and mixed with fresh feed. This recycled effluent provides three benefits: pre-heat to the fresh feed, which reduces the requirement for supplementary preheat; supply of additional hydrogen; and elimination of large gas recycle. Combined, these changes lead to a 25% reduction in CAPEX and a 25 – 50% reduction in OPEX.
Yield of diesel from BioFlux® is approximately 95-99wt%. On a volume basis, it is nearly an even ratio, i.e., one barrel of renewable diesel can be produced from each barrel of feed, which meets or exceeds relevant standards, such as ASTM D975 (US), EN590 and EN15940 (Euro). Renewable naphtha, sustainable aviation fuel, or bio-propane can also be collected as saleable product from a BioFlux® unit.

Process Advantages
BioFlux is offered in cooperation with Duke Technologies.
CrystPX℠
Paraxylene Recovery Crystallization/Hybrid
CrystPX is Sulzer crystallization technology for production of paraxylene, offered through alliance with Lyondell Bassell. This process separates paraxylene by slurry phase crystallization and separation of the paraxylene crystals from the remaining liquid. CrystPX technology is applicable with high or low concentration paraxylene feedstocks, and is a lower-cost alternative to adsorption methods for paraxylene production. Sulzer GTC takes advantage of recent advances in crystallization techniques and improvements in equipment to create this attractive method for paraxylene recovery and purification.
Process Description
In the CrystPX Technology process, suspension crystallization of paraxylene (PX) in the xylene isomer mixture is used to produce paraxylene crystals. The technology utilizes an optimized arrangement of equipment to obtain the required recovery and product purity. Washing the paraxylene crystal with the final product in a high efficiency pusher-centrifuge system produces the paraxylene product.
When paraxylene content in the feed is enriched above equilibrium, such as streams originating from selective toluene conversion processes, the proprietary crystallization process technology is even more economical to produce high-purity paraxylene product at high recoveries. The process technology takes advantage of recent advances in crystallization techniques and improvements in equipment to create this cost-effective method for paraxylene recovery and purification.
The design uses only crystallizers and centrifuges in the primary operation. This simplicity of equipment promotes low maintenance costs, easy incremental expansions, and controlled flexibility. High-purity paraxylene is produced in the front section of the process at warm temperatures, taking advantage of the high concentration of paraxylene already in the feed. At the back end of the process, high paraxylene recovery is obtained by operating the crystallizers at colder temperatures. This scheme minimizes the need for recycling excessive amounts of filtrate, thus reducing overall energy requirements.
Process Advantages
FCC Gasoline
Desulfurization Technology
Aromatics Recovered from FCC Gasoline
GT-BTX PluS is a variation of GT-BTX that uses extractive distillation technology for simultaneous recovery of BTX and thiophenic sulfur species from refinery or petrochemical aromatic-containing streams. The technology helps produce low sulfur gasoline meeting the 10 ppm limit of sulfur without change in octane value. An alternative use of GT-BTX PluS is to generate a large volume of aromatics to produce paraxylene without the requirement of a typical naphtha reformer unit. The aromatics recovery is especially attractive for use with feedstocks produced from high severity FCC operations.
The process is optimally installed on the FCC mid-cut naphtha stream. GT-BTX PluS removes all thiophenes and some of the mercaptan species from the FCC gasoline feed. The olefin-rich raffinate can be sent directly to the gasoline pool for blending, or to a caustic treating unit to remove the mercaptan-type sulfur compounds before being sent to the gasoline. The desulfurized aromatics extract stream can be directly fed into petrochemical production units instead of recycling to the naphtha reformer. GT-BTX PluS provides an effective solution for meeting today’s clean gasoline requirements and gives refiners the ability to convert lower-value gasoline components into higher-value petrochemicals.
Process Description
The optimum feed is the mid fraction of FCC gasoline from 70°C to 150°C. This material is fed to the GT-BTX PluS unit, which extracts the sulfur and aromatics from the hydrocarbon stream. The sulfur-containing aromatic components are processed in a conventional hydrotreater to convert the sulfur into hydrogen sulfide (H2S). Because the portion of gasoline being hydrotreated is reduced in volume and free of olefins, hydrogen consumption and operating costs are greatly reduced. In contrast, conventional desulfurization schemes must process the majority of the gasoline through hydrotreating units to remove sulfur, which inevitably results in olefin saturation, octane downgrade and yield loss.
FCC gasoline is fed to the extractive distillation column (EDC). In a vapor-liquid operation, the solvent extracts the sulfur compounds into the bottoms of the column along with the aromatic components while rejecting the olefins and non-aromatics into the overhead as raffinate. Nearly all of the non-aromatics, including olefins, are effectively separated into the raffinate stream. The raffinate stream can be optionally caustic washed before routing to the gasoline pool or to an aromatization unit to further increase benzene, toluene and xylene (BTX) production.
Rich solvent, containing aromatics and sulfur compounds, is routed to the solvent recovery column (SRC), where the hydrocarbons and sulfur species are separated, and lean solvent is recovered in columns bottoms. The SRC overhead is hydrotreated by conventional means and either used as desulfurized gasoline or directed to an aromatics plant. Lean solvent from the SRC bottoms is recycled back to the EDC.
Front End Engineering Design (FEED) Packages
We have the capability to extend the design work and basic engineering package (BEP) documentation to the Front End Engineering Design (FEED) level. The FEED information is based on a deep understanding of each technology and incorporates the experience and knowledge of our diverse engineering team. The combined BE-FEED design enables us to provide clients with shorter project schedules and improved project quality due to a single engineering source involved in the design activity.
The information available in FEED documentation extends the BE information to detailed documents for instrumentation, civil, electrical, and piping among others, which are required for FEED preparation. The FEED documentation is presented in a ready-to-use format for selecting a detailed engineering (DE) Contractor. Investment cost estimation associated with the corresponding FEED documentation is also offered as a FEED deliverable.
GT-Aromatization℠
Aromatization/Olefin Cracking
Sulzer, in alliance with our technology partner, offers commercially proven aromatization technology for gasoline octane improvement or aromatics production. The technology uses a proprietary catalyst in fixed bed reactors with periodic catalyst regeneration. Sulzer provides various options in capital investment and operation modes to maximize our client’s profits.
Process Advantages
Aromatization technology for octane improvement
Aromatization technology for aromatics production
Benzene Saturation
Sulzer process know-how can meet refiner’s needs by providing a variety of cost effective solutions, ranging from aromatics extraction to catalytic hydrogenation for benzene management in gasoline-bound streams. GT-BenZap℠ is suggested for refineries limited by economies of scale required for benzene extraction or for units located in remote areas away from benzene consumers. When implementing GT-BenZap Sulzer experts simulate the existing process and provide custom integration with the refiner’s existing units for effective benzene management.
Process Description
Sulzer's GT-BenZap process features a reliable traditional design paired with a proven active hydrogenation catalyst. The process consists of hydrotreating a narrow-cut C6 fraction, which is separated from the full-range reformate to saturate the benzene component into cyclohexane. The reformate is first fed to a reformate splitter, where the C6 heart cut is separated as a side-draw fraction while the C7+ cut and the C5– light fraction are removed as bottom and top products of the column.
The C6 olefins present in the C6 cut are also hydrogenated to paraffins while the C5– olefins removed at the top of the splitter are not, thus preserving the octane number. The hydrogenated C6 fraction from the reactor outlet is sent to a stabilizer column where the remaining hydrogen and lights are removed overhead. The C5– cut, produced from the splitter overhead, is recombined with the hydrogenated C6 cut within the GT-BenZap process in a unique manner that reduces energy consumption and capital equipment cost. The light reformate is mixed with the C7+ cut from the splitter column and together form the full-range reformate, which is low in benzene. Sulzer also offers a modular construction option and the possibility to reuse existing equipment.
Process Advantages
GT-BTX®: Aromatics Recovery
Using Extractive Distillation GT-BTX® removes benzene, toluene and xylenes (BTX) from refinery, petrochemical or coke oven aromatics streams such as catalytic reformate, pyrolysis gasoline or coke oven light oil (COLO).
GT-BTX® is an aromatics recovery technology that uses extractive distillation to remove benzene, toluene and xylene (BTX) from refinery, petrochemical or coke oven aromatics streams such as catalytic reformate, pyrolysis gasoline or coke oven light oil (COLO). With lower capital and operating costs, simplicity of operation, a wider range of feedstock and solvent performance, extractive distillation is superior to conventional liquid-liquid extraction processes. Flexibility of design allows use for grassroots aromatics recovery units, debottlenecking, or expansion of conventional extraction systems.
Sulzer's GT-BTX process is a result of extensive testing of extractive distillation solvents and blends. Our experience indicates that certain combinations of solvent components enhance extraction performance. Co-solvents also provide an additional parameter for the optimization of unit performance (e.g., stability, mass transfer efficiency). GT-BTX utilizes the Techtiv-100® extractive distillation solvent which provides optimum extractive distillation performance. GT-BTX has no special feed preparation requirements and is capable of handling a wide-range (BTX) feedstock while producing very high aromatics purities (99.99 wt.% plus) at high recoveries (99.9 % plus).
Process Overview
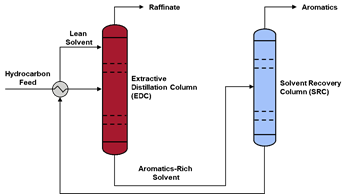
The flow scheme of the GT-BTX process consists of two columns: an extractive distillation column (EDC) and a solvent recovery column (SRC).
Since the basic separation in the GT-BTX process is achieved by distillation, the operation of the unit is very simple and intuitive. Control of the main process parameters are achieved in a manner similar to that of a regular distillation column.
Hydrocarbon feed is preheated with hot circulating solvent and fed at a mid-point into the EDC. Lean solvent is fed at an upper point and selectively extracts the aromatics into the tower bottoms in a vapor/liquid distillation operation. The non-aromatics hydrocarbons exit from the top of the column. A portion of the overhead stream is returned to the top of the column as reflux, which washes back any entrained solvent.
Rich solvent from the bottom of the EDC is routed to the SRC, where the aromatics are stripped overhead. The SRC is operated under a vacuum to reduce the boiling point at the bottom of the column.
Lean solvent from the bottom of the SRC is passed through a heat exchanger before returning to the EDC. A small portion of the lean circulating solvent is processed in a solvent regeneration step to remove heavy decomposition products.
The SRC overhead mixed aromatics product is routed to the purification section, where it is fractionated to produce chemical-grade benzene, toluene and xylenes.
Advantages
The benefits of extractive distillation, particularly those highlighted by GT-BTX technology, may be summarized as follows:

GT-BTX PluS®
FCC Gasoline Desulfurization Technology
Meeting the World’s Clean Gasoline Needs
GT-BTX PluS is a variation of GT-BTX that uses extractive distillation technology for simultaneous recovery of BTX and thiophenic sulfur species from refinery or petrochemical aromatic-containing streams. The technology helps produce low sulfur gasoline meeting the 10 ppm limit of sulfur without change in octane value. An alternative use of GT-BTX PluS is to generate a large volume of aromatics to produce paraxylene without the requirement of a typical naphtha reformer unit. The aromatics recovery is especially attractive for use with feedstocks produced from high severity FCC operations.
The process is optimally installed on the FCC mid-cut naphtha stream. GT-BTX PluS removes all thiophenes and some of the mercaptan species from the FCC gasoline feed. The olefin-rich raffinate can be sent directly to the gasoline pool for blending, or to a caustic treating unit to remove the mercaptan-type sulfur compounds before being sent to the gasoline. The desulfurized aromatics extract stream can be directly fed into petrochemical production units instead of recycling to the naphtha reformer. GT-BTX PluS provides an effective solution for meeting today’s clean gasoline requirements and gives refiners the ability to convert lower-value gasoline components into higher-value petrochemicals.
Process Description
The optimum feed is the mid fraction of FCC gasoline from 70°C to 150°C. This material is fed to the GT-BTX PluS unit, which extracts the sulfur and aromatics from the hydrocarbon stream. The sulfur-containing aromatic components are processed in a conventional hydrotreater to convert the sulfur into hydrogen sulfide (H2S). Because the portion of gasoline being hydrotreated is reduced in volume and free of olefins, hydrogen consumption and operating costs are greatly reduced. In contrast, conventional desulfurization schemes must process the majority of the gasoline through hydrotreating units to remove sulfur, which inevitably results in olefin saturation, octane downgrade and yield loss.
FCC gasoline is fed to the extractive distillation column (EDC). In a vapor-liquid operation, the solvent extracts the sulfur compounds into the bottoms of the column along with the aromatic components while rejecting the olefins and non-aromatics into the overhead as raffinate. Nearly all of the non-aromatics, including olefins, are effectively separated into the raffinate stream. The raffinate stream can be optionally caustic washed before routing to the gasoline pool or to an aromatization unit to further increase benzene, toluene and xylene (BTX) production.
Rich solvent, containing aromatics and sulfur compounds, is routed to the solvent recovery column (SRC), where the hydrocarbons and sulfur species are separated, and lean solvent is recovered in columns bottoms. The SRC overhead is hydrotreated by conventional means and either used as desulfurized gasoline or directed to an aromatics plant. Lean solvent from the SRC bottoms is recycled back to the EDC.
Process Advantages
GT-DWC® - Dividing Wall Column Design Saves Costs and Energy
Dividing Wall Column Design Saves Costs and Energy
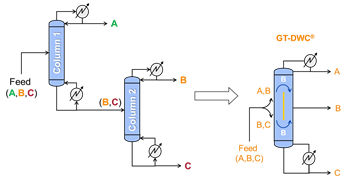
Our Technology’s process equipment technology offerings can include the dividing wall column (DWC), which separates a multi-component feed into three or more purified streams within a single tower, thereby eliminating the need for a second column. This design saves capital and energy costs normally invested in a separation unit.
The DWC design uses a vertical wall to divide the middle of the column into two sections. The feed is sent to one side of the column called the pre-fractionation section. There the light components travel up the column where they are purified while the heavy components travel down the column. The liquid flow from the column’s top and the vapor flow from the bottom are routed to their respective sides of the dividing wall.
From the opposite side of the wall, the side product is removed from the area where the middle boiling components are most concentrated. This arrangement is capable of producing a much purer middle product than a conventional side draw column of the same duty, and at a higher flow rate. And for the same product specifications, GTC-DWC requires substantially lower capital and operating cost than a conventional two-column system.
The technology is especially suited for removing a heartcut from a multi-component mixture, where the alternative is a series of fractionating Towers
Benefits of GT-DWC
Process Design and Control Scheme
Engineering Services
GT-LPG MAX®
Maximizing LPG Recovery from Fuel Gas Using a Dividing Wall Column
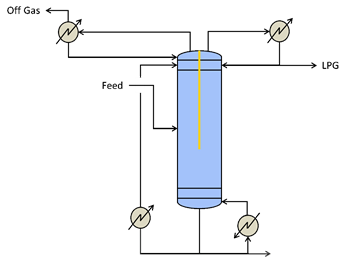
Refinery off gas is a mixture of hydrogen and hydrocarbons from various units within the refinery, pooled together to be used as a fuel for heating purposes. The fuel gas contains valuable components such as propane, which can provide additional revenue to the refinery. The economics of LPG recovery fluctuates with LPG pricing and energy cost. GT-LPG Max provides a cost-effective solution for recovering LPG product using a novel process concept of absorption plus distillation within the same fractionating vessel. The technology is well suited for low-pressure refinery off gas as well as associated natural gas streams. The process is based on avoiding thermodynamic inefficiencies in conventional absorption and distillation columns by incorporating the unit operations in a single top dividing wall column (DWC). The feed side of the top DWC recovers the C3+ components from the fuel gas through absorption. The other side of the DWC uses distillation to split between C3 and C4 components to produce LPG product.
GT-LPG Max offers the following benefits:
GT-Styrene®
Styrene recovery from raw pyrolysis gasoline (pygas) derived from the steam cracking of naphtha, gas oils, and natural gas liquids (NGL)
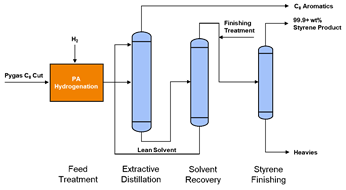
GT-Styrene is our extractive distillation process that directly recovers styrene from the raw pyrolysis gasoline derived from the steam cracking of naphtha, gas oils, and natural gas liquids (NGL). The styrene, produced at high purities and suitable for polymerization, is a less costly alternative to conventional styrene production routes. If desired, the mixed xylenes can also be extracted from the pygas, raising their value as a chemical feedstock. Our GT-Styrene process is economically attractive to steam cracker operators which produce greater than 500 KMTA ethylene from liquids feedstock.
Process Description
Raw pyrolysis gasoline is prefractionated into a heartcut C8 stream. The resulting styrene concentrate is fed to an ED column and mixed with a selective solvent, which extracts the styrene to the tower bottoms. The rich solvent mixture is routed to a solvent recovery column (SRC), which recycles the lean solvent back to the ED column and recovers the styrene overhead. A final purification step produces a 99.9% styrene product containing less than 50-ppm phenyl acetylene. The ED column overhead can be further processed to recover a high-quality mixed-xylene stream. A typical world-scale cracker can produce approximately 25,000 tpy styrene and 75,000 tpy mixed xylenes from pyrolysis gasoline.
Process Advantages
High Performance Fractionation Tray Towers
At Sulzer we work with each client to customize our extensive line of mass transfer technology trays for different process conditions from high pressure to vacuum conditions, fouling, polymerization and chemical reaction. We offer a wide variety of active devices including floating or fixed, rectangular or round, sieve, bubble caps and shed decks among others. All of our trays are designed to achieve optimum capacity and efficiency and our technology applies fundamental principles such as:
Our GT-OPTIM™ state-of-the-art high performance trays have been commercially proven in refinery, petrochemical, and chemical applications to achieve efficiency and capacity improvements over conventional trays. All of our trays can be constructed of standard or exotic materials with various downcomer designs such as straight, sloped, stepped, swept and truncated. In addition, our trays deliver performance improvement through higher turndown, less weepage and lower entrainment.
High Performance Structured Packing
Our structured packing is designed to help clients achieve higher capacity, higher efficiency and lower pressure drop. When selecting structured packing, we advise our clients to consider several parameters that influence the performance of the equipment including crimp height, crimp inclination angle, element height, surface treatment, fouling tendency, system properties and service. Our corrugated sheet structured packing, the industry standard clients have come to expect, can be modified through the packing geometry, surface treatment and manipulation of variables in order to increase efficiency and capacity. Below is a full listing of our structured packing offerings.
Industry Standard Corrugated Sheet Packing
Our high efficiency structured packing, GT-PAK™ is designed to achieve maximum efficiency in column revamps or grassroots units and is available in perforated, textured or corrugated sheet metal and can be customized for all major surface area requirements. To simplify installation, the corrugated sheets that make up our structured packing modules are assembled with screws, and periphery column wall wiper banding is attached prior to shipment. These enhancements ensure a stronger, more robust structured packing module that is easier to handle in the field during installation.
High Capacity Structured Packing
GT-OPTIM™ PAK, our product line of high-performance structured packing, is designed to deliver greater column throughput at the same efficiency as traditional structured packing. GT-OPTIM PAK can be used in a wide range of application settings and is designed to optimize film flow vapor-liquid mixing, reduce pressure drop, increase capacity and provide excellent separation efficiency.
High Performance Packing
GT-OPTIM-e™ PAK is our high performance large crimp structured packing that combines the advantages of increased charge rates, lower pressure drops and reduced energy requirements to create a higher capacity and efficiency packing compared to conventional trays. Our high-performance large crimp structured packing features enhanced surface treatment and has been commercially proven to increase vacuum gas oil (VGO) lift from the vacuum residue (VR).
Aqueous Service Structured Packing
We have developed GT-AQUA™ PAK, a product line of aqueous service structured packing that optimizes the spreading turbulence required for high efficiency within an aqueous system. GT-AQUA PAK is best suited for high surface tension systems. We work closely with clients to evaluate design separation efficiencies prior to making a selection of packing for acetic acid-water, acrylonitrile-water, acetone-water, alcohols-water, ethylene glycol and water-DMF systems.
Anti-Fouling Packing
We have developed GT-GRID™ and GT-MixGRID™, a product line of grid packing ranging from industry standard bar-grating-latice type grids to industry standard corrugated sheet style grids. Our anti-fouling packing is designed to remove heavy metals, con-carbons, and residue entrainment in crude atmospheric and vacuum distillation column wash sections. Our GT-GRID and GT-MixGRID are suited for heat transfer sections such as a slurry pumparound section of an FCC main fractionator. The anti-fouling packing is designed to address high-temperature severe conditions that have coking or polymerization sediment. When clients require high throughput and fouling resistance, our grids combined with the appropriate distributor are the best solution for delivering industry leading performance.
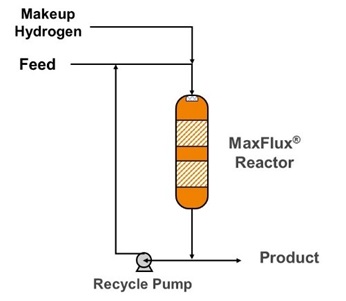
MaxFlux Renewable Diesel
The Next Generation of Hydrotreating
MaxFlux® Advanced Hydrotreating Technology is a novel alternative to traditional hydroprocessing. The hydrotreating reactors operate in a high mass flux mode that removes the mass transfer limitation and eliminates the need for large volumes of hydrogen recycle gas as a quench fluid. Instead, hydrogen is dissolved in a recycle liquid stream to deliver more hydrogen to the reactor and stabilize temperature fluctuations (Figure 1). As a result, installation of MaxFlux instead of conventional hydrotreating offers significant capital cost savings, improved yields, and longer catalyst life.
Over the full range of hydrocarbons, MaxFlux can be installed as a grass roots hydrotreating unit or as a revamp in a pretreat configuration. In pre-treating, the MaxFlux reactor accomplishes most of the necessary hydrotreatment, reducing the demand in the existing conventional reactor, which will then operate in a polishing mode. As a result, catalyst deactivation due to coking in the conventional reactor is greatly reduced.

Process Advantages
BioFlux is offered in cooperation with Duke Technologies.
Proposals, Technical and Feasibility Studies
Our proposals, technical, and feasibility studies empower clients to make informed decisions on technical and economical aspects of upcoming projects, new technologies, and processing schemes.
Our technical proposals and feasibility studies include:
Our proposals and feasibility studies can be provided for a single case all the way to an extended comparative analysis based on different feed options, plant locations, plant capacities, or production profiles. We can also provide proposals and feasibility studies for different scopes of work including the main processing plant as well as various auxiliary facilities required for the operation of the plant, grassroots units, or revamps of existing facilities.
When a revamp case is evaluated, the engineering documentation includes information related to the reuse of existing equipment, a list of required new equipment, a list of idled equipment, comparative data related to increased capacity, improved product quality, and improved energy consumption of the revamped facility.
During the proposal or feasibility study preparation, We work closely with clients every step of the way to ensure that goals are met. Visits prior to the start of engineering work as well as a presentations and supporting activities during customer evaluation of our documentation are provided.
Technical Services
Our technical service team offers:
Training is key to successfully adopting and implementing new technology. Our training courses are designed to enable our licensees to commission and operate their plants safely and efficiently. Utilizing customized operating guidelines developed by us, our classroom training courses provide in-depth coverage of the following topics:
Additional training needs are discussed with our licensees on a case-by-case basis and enhanced support is provided by us as required.
We also participate in HAZOP studies in conjunction with our proprietary technologies. HAZOP evaluations can be carried out at a client site, contractor site or in our offices. Technical recommendations are based on our most recent units in operation while also incorporating the most up-to-date improvements in safe operation of plants.
Contact our team directly
Our engineers are available to help you evaluate plus tray performance for your projects.





