Electronic chemicals
50+ |
35+ |
ppb |
1000+ |
|
Years crystallization expertise |
Installations for electronic grade chemicals | Purity level achieved | deployed end-to-end-solutions |
Chemical purification systems for every challenge




Application across advanced industries
Electronics
Ultra-high purity chemicals for various electronic applications:
- Battery manufacturing (LFP, NMC, electrolytes and solvents)
- Photovoltaics (solar cells)
- Display technologies (LCD, OLED, microLED fabrication)
- Optoelectronics (LEDs, optical coatings)
- Semiconductors (core / benchmark application) IC fabrication (logic, memory, 3D NAND, etc.)
- Etching, cleaning, deposition processes
- Ultra‑pure acids and solvents.
Pharmaceuticals
High-purity solutions for regulated production
- API (Active Pharmaceutical Ingredient) synthesis
- Biopharmaceutical manufacturing
- High-purity acids for PH control & buffering
- Cleaning and sterilization processes (high-purity H₂O₂, acids, solvents)
- Specialty excipients (high-purity carbonates, solvents, stabilizers)
Other specialty chemicals
Ultra-pure intermediates for performance materials
- High-purity organic solvents (NMP)
- Organometallic precursors
- Amines and functional intermediates
- Chlorinated intermediates
Melt crystallization technology:
where traditional separation technologies reach their limits
Our crystallization-based purification systems are able to separate, isomers, and heat-sensitive products While consuming less energy. These advanced separation solutions enable purity enhancement, contaminants removal and control, ion removal, and precise impurities segregation and accumulation making crystallization the optimal choice where traditional methods cannot reach.
Suspension crystallization
Compact layout with high separation efficiency even when starting with low feedstocks concentrations.
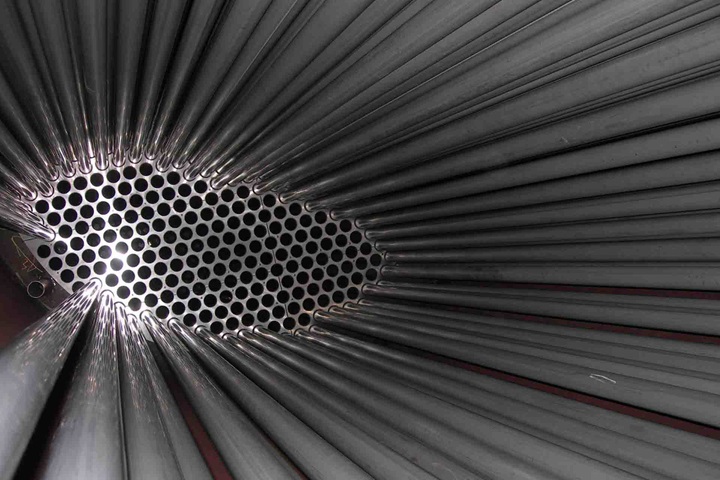
Static crystallization
A heat exchanger plate bundle that allows high purities and a versatile fully automated operation.
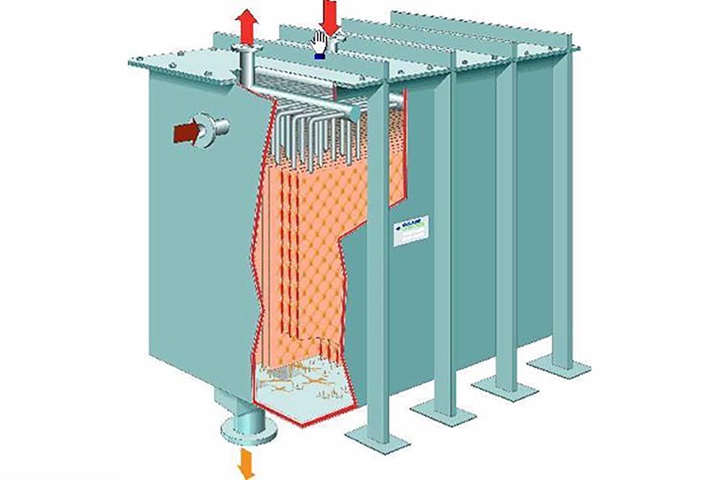
Falling film crystallization
Optimal for high-throughput applications and delivers the highest degree of purity.


Recycling of electronic chemicals
Recover contaminated streams and upgrade them into ultra‑high purity products. Our crystallization technologies enable efficient recycling with minimal energy use and no waste.
Less energy
low-temperature operation with no thermal degradation
Zero waste process
no solvents or chemical additives required
Resource recovery
back to specification-grade chemicals for reuse
Why choose Sulzer for specialty chemicals purification

Proven crystallization expertise
Over 40 years developing and deploying melt crystallization technologies with successful installations across every major chemical-producing region.
ppb-level contamination control
Demonstrated capability achieving parts-per-billion impurity control across 29+ controlled ions in electronic-grade applications, meeting the strictest semiconductor industry standards.
Complete solution portfolio
From individual crystallizers to complete purification trains, technology licensing to greenfield plant design—we deliver the right solution for your specific purity requirements.
Energy-efficient & sustainable
Solvent-free process, using electricity, with no waste byproduct and minimal environmental impact.
Related technologies

Frequently asked questions about ultra high purity purification
Ready to achieve ultra high purity in your chemical production?
Talk to our specialists and get a tailored solution