- Long and trusted experience in all industrial segments
- Excellent performance
- Exceeds standard requirements of international ISO 5199 and ISO 2858 standards
- Suitable for the most demanding industrial applications
- Unique, patented and superior design features minimize life cycle costs
- Quick and easy installation, safe operation, easy maintenance and service
AHLSTAR APT process pump range
High performance process pumps for demanding applications
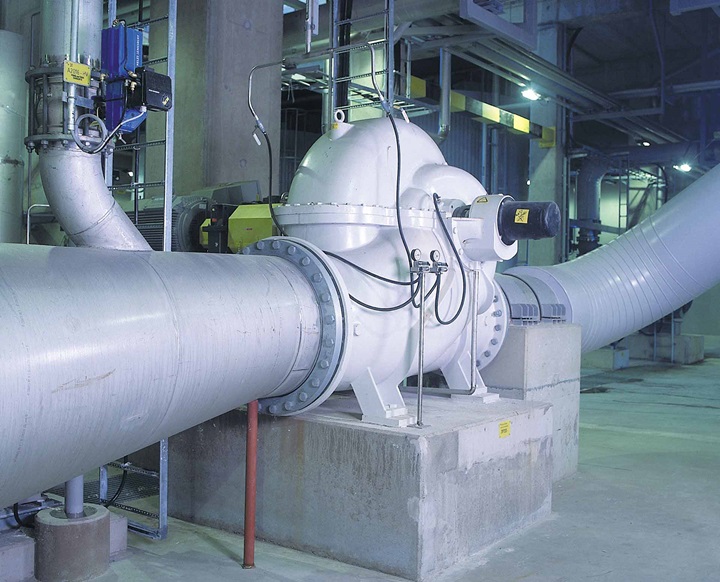
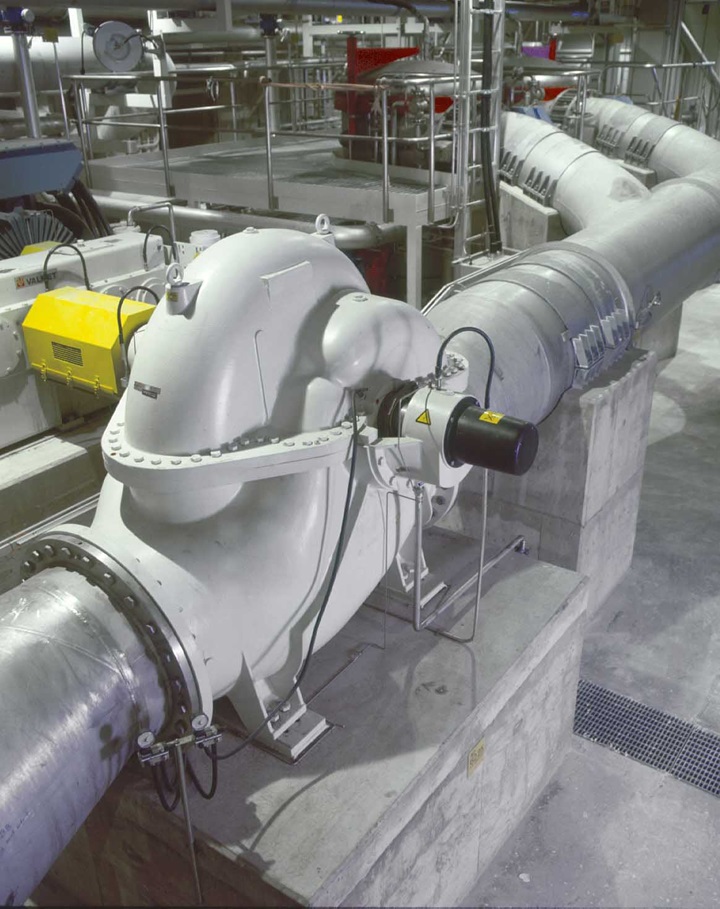
AHLSTAR APT end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs.
- Clean and lightly contaminated liquids
- Viscous liquids
- Fibrous slurries
- Large solids containing liquids
- Gas containing liquids and self-priming applications


Main design features
- Versatile, reliable, high-efficiency hydraulics and material options
- Innovative shaft sealing solutions for reliable operation and reduced costs
- Innovative and reliable degassing and self-priming units
- Reliable, simplified and heavy-duty bearing unit with a variety of different lubrication options
- Modular design minimizes the spare part inventory cost
Key characteristics
| Capacities | up to 9'000 m3/h / 39'600 USgpm |
| Heads | up to 160 m / 525 ft |
| Pressures | up to 16 / 25 bar, 230 / 360 psi, depending on material and size |
| Temperatures | up to 180 °C / 356 °F |
| Discharge sizes | from 32 mm / 1 ¼ in to 600 mm / 24 in |
| Maximum speed of rotation | up to 3 600 rpm |
| Performance range | AHLSTAR APT Range centrifugal pumps have large and tight hydraulic coverage to satisfy the most demanding requirements of industrial applications. |

Documents
Brochures
Case studies
Case studies and articles
-
 AHLSTAR pump range ─ the reliable beast of burden for the process industryAHLSTAR end-suction single-stage centrifugal pumps are designed to work with all types of liquids also in demanding industrial applications such as the pulp, paper and board, biofuels, mining, metals, and fertilizers industries. AHLSTAR pumps stand for reliability, peak performance, high efficiency, and low operating costs. Read the whole article.
AHLSTAR pump range ─ the reliable beast of burden for the process industryAHLSTAR end-suction single-stage centrifugal pumps are designed to work with all types of liquids also in demanding industrial applications such as the pulp, paper and board, biofuels, mining, metals, and fertilizers industries. AHLSTAR pumps stand for reliability, peak performance, high efficiency, and low operating costs. Read the whole article.
-
 AHLSTAR pumps with maintenance-free dynamic sealsThe paper mill includes a conventional wastewater treatment plant which treats about 20'000 m³ per day of process effluents. At the output of the plant, about 30% of the discharge water is reintroduced into the mill circuit and the remaining 70% is returned to the Moselle river. Despite the increasing stringency on the quality of the discharge water, no environmental incident has occurred since the start-up of the plant.
AHLSTAR pumps with maintenance-free dynamic sealsThe paper mill includes a conventional wastewater treatment plant which treats about 20'000 m³ per day of process effluents. At the output of the plant, about 30% of the discharge water is reintroduced into the mill circuit and the remaining 70% is returned to the Moselle river. Despite the increasing stringency on the quality of the discharge water, no environmental incident has occurred since the start-up of the plant.
-
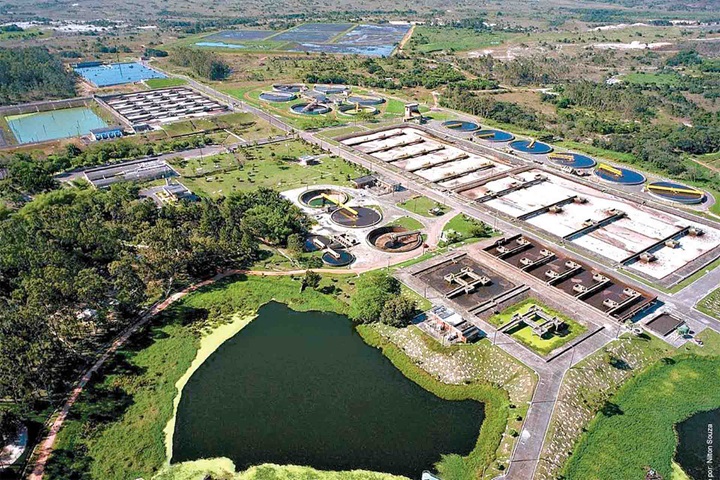 Lower maintenance and operational costs for industrial wastewater treatmentThe industrial effluents of the Camaçari petrochemical complex are collected and conveyed to a centralized secondary wastewater treatment plant operated by Cetrel. In the activated sludge recirculation process, expensive maintenance was needed for the Archimedean screw pumps. Cetrel decided to replace them by more cost-effective and efficient pumps.
Lower maintenance and operational costs for industrial wastewater treatmentThe industrial effluents of the Camaçari petrochemical complex are collected and conveyed to a centralized secondary wastewater treatment plant operated by Cetrel. In the activated sludge recirculation process, expensive maintenance was needed for the Archimedean screw pumps. Cetrel decided to replace them by more cost-effective and efficient pumps.
-
 Sulzer pumps at the heart of the largest smolt facility in NorwayNordlaks is a Norwegian fully-integrated company that produces, processes and sells Atlantic salmon and rainbow trout worldwide. It has recently completed the building of a new smolt facility for fish up to 500 grams at Innhavet in Hamarøy municipality. This RAS (Recirculating Aquaculture System) fish farm is the biggest of its kind in Norway, with special focus on smolt welfare. The land-based facility has state-of-the-art equipment for optimal biosecurity and sustainability. At the heart of the RAS process, all recirculation pumps were supplied by Sulzer.
Sulzer pumps at the heart of the largest smolt facility in NorwayNordlaks is a Norwegian fully-integrated company that produces, processes and sells Atlantic salmon and rainbow trout worldwide. It has recently completed the building of a new smolt facility for fish up to 500 grams at Innhavet in Hamarøy municipality. This RAS (Recirculating Aquaculture System) fish farm is the biggest of its kind in Norway, with special focus on smolt welfare. The land-based facility has state-of-the-art equipment for optimal biosecurity and sustainability. At the heart of the RAS process, all recirculation pumps were supplied by Sulzer.
-
 Sulzer pumps improve wastewater treatment in a sugar and bioethanol plantTereos is the leading sugar and alcohol producer in the Czech Republic. The factory trusts Sulzer’s equipment for its demanding wastewater applications, like the XFP sewage pumps with Contrablock Plus impellers and Premium Efficiency IE3 motors.
Sulzer pumps improve wastewater treatment in a sugar and bioethanol plantTereos is the leading sugar and alcohol producer in the Czech Republic. The factory trusts Sulzer’s equipment for its demanding wastewater applications, like the XFP sewage pumps with Contrablock Plus impellers and Premium Efficiency IE3 motors.
-
 AHLSTAR and SNS pumps throughout corn ethanol processFS - Fueling Sustainability, located near Lucas do Rio Verde, Mato Grosso, is the first corn-only ethanol plant in Brazil. The production started in 2017 with an initial capacity of 250 million liters per year. The facility utilizes the latest process technologies from ICM, an innovative company headquartered in Colwich, KS, USA that has become a world leader in biorefining technologies and processes. In addition to bioethanol, some high-value coproducts such as corn oil as well as high-protein and high-fiber dried distiller’s grains are produced. The plant also generates electricity from the biomass, partly for internal use and the surplus for sale.
AHLSTAR and SNS pumps throughout corn ethanol processFS - Fueling Sustainability, located near Lucas do Rio Verde, Mato Grosso, is the first corn-only ethanol plant in Brazil. The production started in 2017 with an initial capacity of 250 million liters per year. The facility utilizes the latest process technologies from ICM, an innovative company headquartered in Colwich, KS, USA that has become a world leader in biorefining technologies and processes. In addition to bioethanol, some high-value coproducts such as corn oil as well as high-protein and high-fiber dried distiller’s grains are produced. The plant also generates electricity from the biomass, partly for internal use and the surplus for sale.
-
 Trusted partner for new wood-based processesSulzer is a company with long and solid experience and proven expertise in several important customer segments. Pulp, board and paper processes and applications as well as new ones based on wood raw materials represent high-priority commitment and partnership areas for the business and product development organization. Read the whole article.
Trusted partner for new wood-based processesSulzer is a company with long and solid experience and proven expertise in several important customer segments. Pulp, board and paper processes and applications as well as new ones based on wood raw materials represent high-priority commitment and partnership areas for the business and product development organization. Read the whole article.
-
 Driving up efficiencyThe adoption of electric vehicles across the world is increasing rapidly and this demand needs to be matched by the supply of batteries. As new processing plants and manufacturing facilities are constructed, it is important that they employ the latest in pumping technology to ensure optimum reliability and efficiency. Read the article.
Driving up efficiencyThe adoption of electric vehicles across the world is increasing rapidly and this demand needs to be matched by the supply of batteries. As new processing plants and manufacturing facilities are constructed, it is important that they employ the latest in pumping technology to ensure optimum reliability and efficiency. Read the article.
-
 Energy efficiency of pumping systemsPumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article.
Energy efficiency of pumping systemsPumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article.
-
 Expert solutions for mining and quarryingThe mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids. As well as having to deal with the process requirements, products must also be compliant with the environmental and legislative constraints in play across geographies. Read the whole article.
Expert solutions for mining and quarryingThe mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids. As well as having to deal with the process requirements, products must also be compliant with the environmental and legislative constraints in play across geographies. Read the whole article.
-
 Pump solutions for mine water managementMines require water. At the same time, because many mine working areas are below the water table, the removal of water is a major challenge. Water is critical for every mine site – without water the mine could not operate. Pumps are, therefore, one of the most used machines in mines today. In this article we will review the concepts of mine water and mine water management as well as the most common pumping applications. Read the whole article.
Pump solutions for mine water managementMines require water. At the same time, because many mine working areas are below the water table, the removal of water is a major challenge. Water is critical for every mine site – without water the mine could not operate. Pumps are, therefore, one of the most used machines in mines today. In this article we will review the concepts of mine water and mine water management as well as the most common pumping applications. Read the whole article.
-
 Pumps in the circular economySulzer has a long history of supporting renewable power generation, plastic recycling and sustainable practices as a whole in all its operations in manufacturing and spare parts as well as services centers. Read the whole article
Pumps in the circular economySulzer has a long history of supporting renewable power generation, plastic recycling and sustainable practices as a whole in all its operations in manufacturing and spare parts as well as services centers. Read the whole article
-
 Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
-
 Supporting sustainable fuel productionSulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By 2026, this partnership will have grown to the delivery of more than 2’500 pieces of equipment, including pumps, sealing systems, agitators and static mixers across eight production plants in Brazil.
Supporting sustainable fuel productionSulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By 2026, this partnership will have grown to the delivery of more than 2’500 pieces of equipment, including pumps, sealing systems, agitators and static mixers across eight production plants in Brazil.
Applications
-
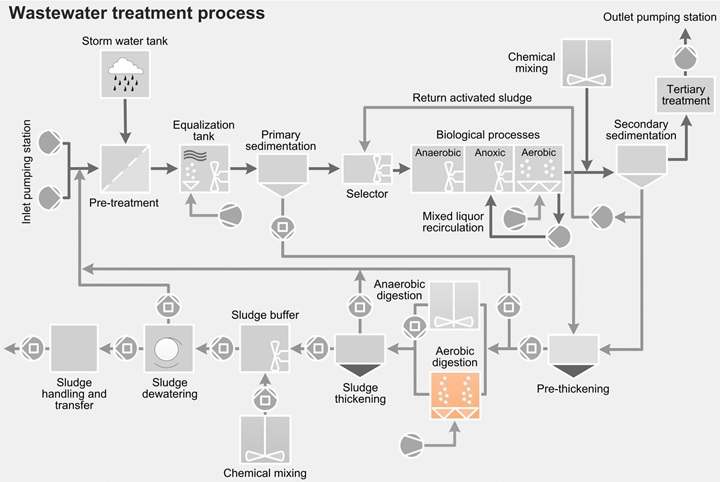 Aerobic digestionIn aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.
Aerobic digestionIn aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.
-
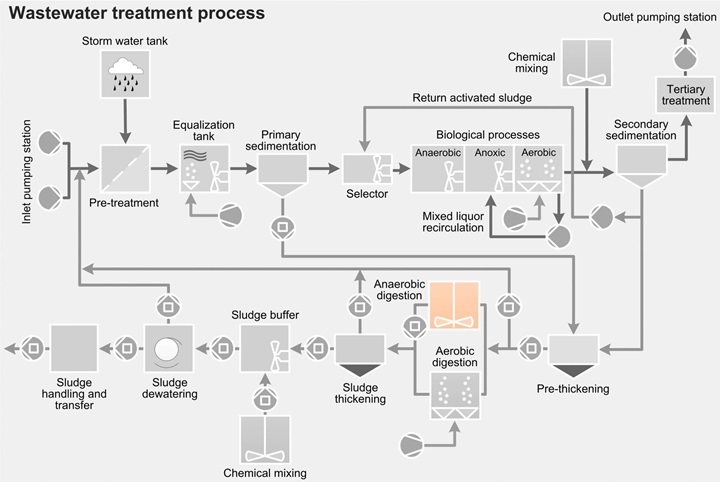 Anaerobic digestionAnaerobic digestion requires temperature equalization and proper homogenization of the biomass to achieve a high gas production and to avoid sedimentation of organic matters. The surface crusts must be broken and prevention of foam must be managed if there are foaming tendencies. Sulzer can provide efficient and reliable Scaba agitators for digesters with high-efficiency propellers. Muffin Monster™ grinders upstream from the anaerobic digesters condition the sludge before digestion, improving the homogenization of the biomass and protecting the equipment downstream.
Anaerobic digestionAnaerobic digestion requires temperature equalization and proper homogenization of the biomass to achieve a high gas production and to avoid sedimentation of organic matters. The surface crusts must be broken and prevention of foam must be managed if there are foaming tendencies. Sulzer can provide efficient and reliable Scaba agitators for digesters with high-efficiency propellers. Muffin Monster™ grinders upstream from the anaerobic digesters condition the sludge before digestion, improving the homogenization of the biomass and protecting the equipment downstream.
-
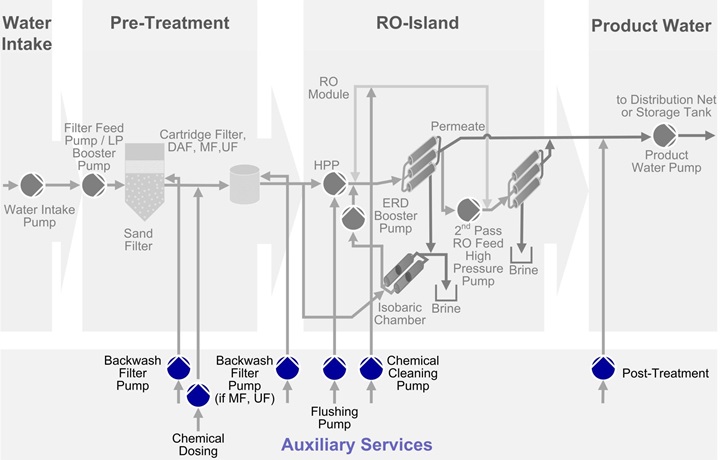 Auxiliary servicesIn each desalination plant there is a number of pumps providing auxiliary services at the different stages: filter backwash, membrane flushing, membrane cleaning, etc. Due to lower head and flow requirements, typically theses auxiliary services will require end suction, single stage pumps.
Auxiliary servicesIn each desalination plant there is a number of pumps providing auxiliary services at the different stages: filter backwash, membrane flushing, membrane cleaning, etc. Due to lower head and flow requirements, typically theses auxiliary services will require end suction, single stage pumps.
-
 Bio-based applicationsBio-based chemicals, fuels and plastics are future building blocks to sustainability. For more than 40 years, we have been working hands-in-hands with technology providers and end-users to develop and improve efficiency and purity of processes devoted to the production of bio-based intermediates, products and fuels.
Bio-based applicationsBio-based chemicals, fuels and plastics are future building blocks to sustainability. For more than 40 years, we have been working hands-in-hands with technology providers and end-users to develop and improve efficiency and purity of processes devoted to the production of bio-based intermediates, products and fuels.
-
 Bio-based process developmentFind and develop efficient process equipment for bio-based products in an agile way with Sulzer as your trusted partner.
Bio-based process developmentFind and develop efficient process equipment for bio-based products in an agile way with Sulzer as your trusted partner.
-
 BiodieselSulzer has develop a unique know-how based on its distillation technology to improve both clarity and purity of biodiesel. Single cut methyl esters can be used as solvents, intermediates for fatty alcohol and raw material for mono-ethanolamides.
BiodieselSulzer has develop a unique know-how based on its distillation technology to improve both clarity and purity of biodiesel. Single cut methyl esters can be used as solvents, intermediates for fatty alcohol and raw material for mono-ethanolamides.
-
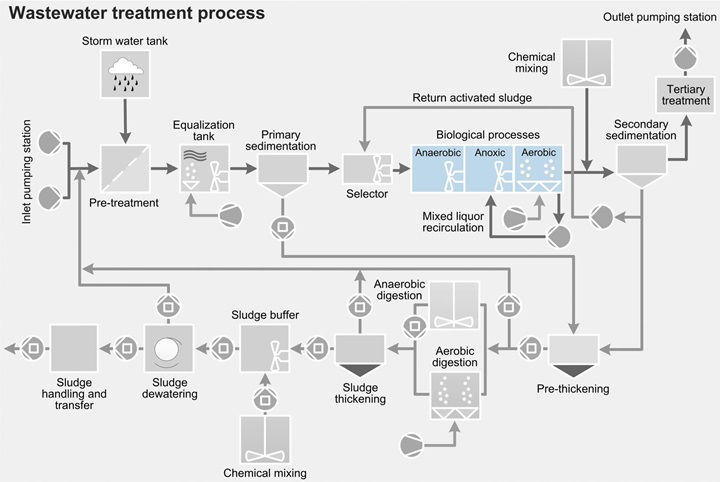 Biological processThe target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.
Biological processThe target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.
-
 Cellulose-based bioproductsExplore different ways cellulose-based bioproducts can be industrially processed. Sulzer employs and develops multiple application technologies for various feedstocks.
Cellulose-based bioproductsExplore different ways cellulose-based bioproducts can be industrially processed. Sulzer employs and develops multiple application technologies for various feedstocks.
-
 Chemical mixing - sludgeSometimes it is necessary to mix chemicals into the activated sludge before it enters the secondary sedimentation tank. For example, chemicals may be used to perform phosphorous removal on the effluent from the biological process. Many plants use chemicals to improve sludge thickening just prior to the sludge buffer tank.
Chemical mixing - sludgeSometimes it is necessary to mix chemicals into the activated sludge before it enters the secondary sedimentation tank. For example, chemicals may be used to perform phosphorous removal on the effluent from the biological process. Many plants use chemicals to improve sludge thickening just prior to the sludge buffer tank.
-
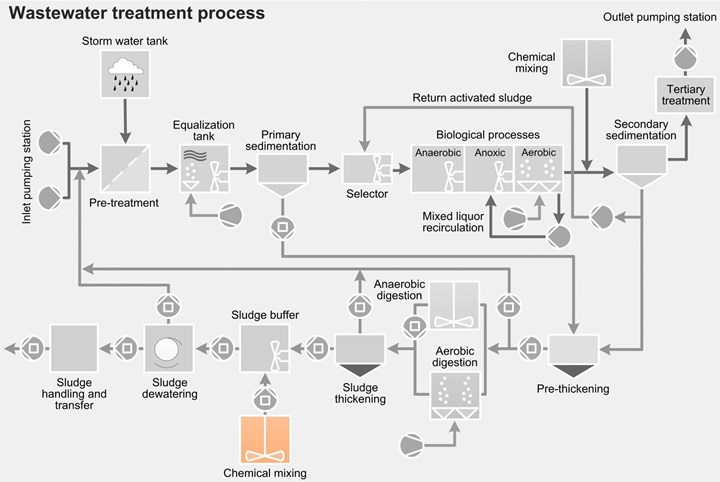 Chemical mixing sewageChemicals must sometimes be mixed into the activated sludge before it enters the secondary sedimentation tank. Whenever this done, it is important to achieve an even distribution of the chemicals. Chemicals may be added to perform the chemical removal of phosphorous on effluent from the biological process. In other circumstances, chemicals such as cationic polyelectrolytes with a high molecular weight may be added to improve the quality and settling ability of flocs formed in the activated sludge process.
Chemical mixing sewageChemicals must sometimes be mixed into the activated sludge before it enters the secondary sedimentation tank. Whenever this done, it is important to achieve an even distribution of the chemicals. Chemicals may be added to perform the chemical removal of phosphorous on effluent from the biological process. In other circumstances, chemicals such as cationic polyelectrolytes with a high molecular weight may be added to improve the quality and settling ability of flocs formed in the activated sludge process.
-
 Chemical pulp fiber lineProven pumping, mixing and agitation solutions for your cooking, washing, screening, oxygen delignification, bleaching, and storage processes to ensure process reliability, high efficiency, and low operating costs.
Chemical pulp fiber lineProven pumping, mixing and agitation solutions for your cooking, washing, screening, oxygen delignification, bleaching, and storage processes to ensure process reliability, high efficiency, and low operating costs.
-
 Chemical recoverySulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements in your evaporation, recovery boiler, and white liquor preparation processes.
Chemical recoverySulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements in your evaporation, recovery boiler, and white liquor preparation processes.
-
 Chemical recycling of polystyrene and mixed plasticsSulzer's chemical recycling solutions handle mixed plastic streams including PS, enabling recovery of high-value monomers and reducing landfill dependency. Solutions cover pre-treatment, separation, and purification to meet circular economy targets.
Chemical recycling of polystyrene and mixed plasticsSulzer's chemical recycling solutions handle mixed plastic streams including PS, enabling recovery of high-value monomers and reducing landfill dependency. Solutions cover pre-treatment, separation, and purification to meet circular economy targets.
-
 Chemicals for Pulp Paper and BoardTailored designs, features and material selections to meet the most demanding pumping, mixing, and agitation challenges in the production and preparation of chemicals, tall oil production, and lignin processing.
Chemicals for Pulp Paper and BoardTailored designs, features and material selections to meet the most demanding pumping, mixing, and agitation challenges in the production and preparation of chemicals, tall oil production, and lignin processing.
-
 Coating and finishingA wide selection of highly efficient and reliable pumps and agitators for your pigment handling and color coating processes.
Coating and finishingA wide selection of highly efficient and reliable pumps and agitators for your pigment handling and color coating processes.
-
 Commercial waste disposal from toiletsCommercial wastewater from toilets comprises all sewage water flushed from toilets on commercial, industrial or public properties.
Commercial waste disposal from toiletsCommercial wastewater from toilets comprises all sewage water flushed from toilets on commercial, industrial or public properties.
-
Commercial wastewater without toilet wasteCommercial wastewater without toilet waste includes drainage and grey wastewater.
-
 Copper applicationsMaximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.
Copper applicationsMaximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.
-
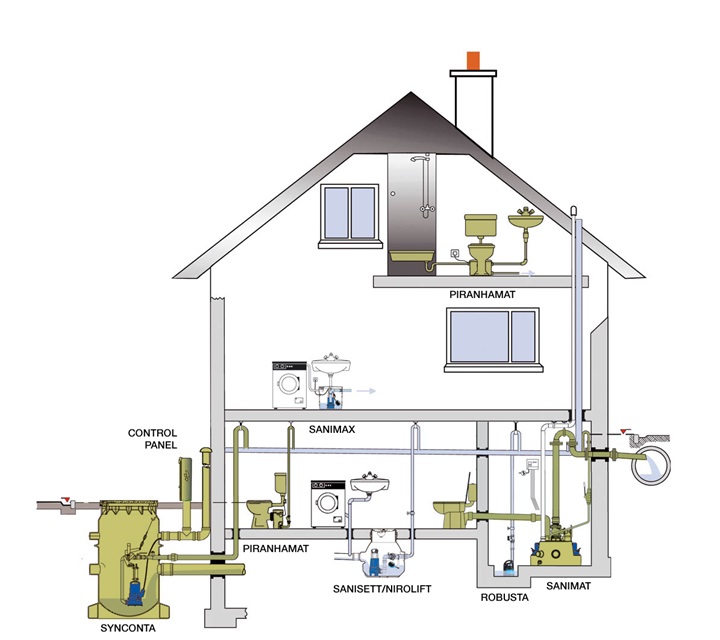 Domestic waste disposal from toiletsDomestic wastewater from toilets comprises all sewage water flushed from toilets or residential properties.
Domestic waste disposal from toiletsDomestic wastewater from toilets comprises all sewage water flushed from toilets or residential properties.
-
 Domestic wastewater without toilet wasteDomestic wastewater without toilet waste includes drainage and gray wastewater.
Domestic wastewater without toilet wasteDomestic wastewater without toilet waste includes drainage and gray wastewater.
-
 Downstream oleochemicalsThe majority of the downstream oleochemicals are concentrated or purified using thermal separation processes such as distillation. As an expert in thermal separation processes, Sulzer has developed unique hybrid processes using combinations of its most advanced separation know-how.
Downstream oleochemicalsThe majority of the downstream oleochemicals are concentrated or purified using thermal separation processes such as distillation. As an expert in thermal separation processes, Sulzer has developed unique hybrid processes using combinations of its most advanced separation know-how.
-
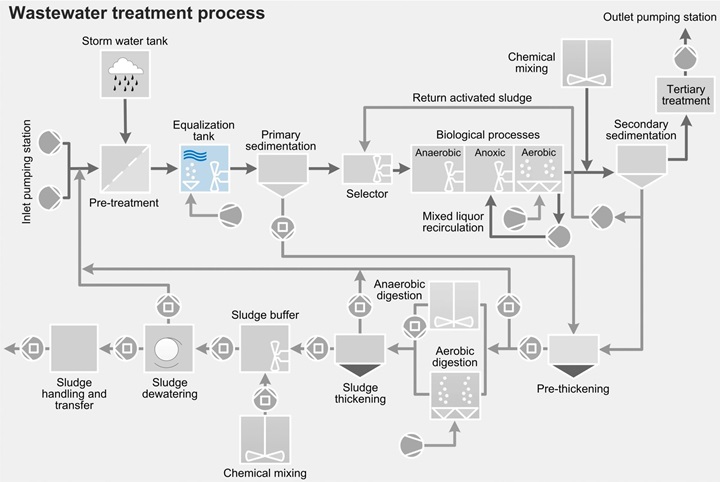 EqualizationThe task of mixing in the equalization process is to blend the wastewater in order to prevent sedimentation, stratification and odor formation. It may also be necessary to mix and homogenize wastewater streams that arrive from different sources. Because the water level in the equalization tanks varies significantly and can sometimes be very low, high demands are placed upon the mixers.
EqualizationThe task of mixing in the equalization process is to blend the wastewater in order to prevent sedimentation, stratification and odor formation. It may also be necessary to mix and homogenize wastewater streams that arrive from different sources. Because the water level in the equalization tanks varies significantly and can sometimes be very low, high demands are placed upon the mixers.
-
 Fatty acidsSulzer fractional distillation is a well-established and recognized technology in the oleochemical industry to purify fatty acids mixtures to the right of fatty acid ratio(s) or to produce single cut fatty acid at the desired purity
Fatty acidsSulzer fractional distillation is a well-established and recognized technology in the oleochemical industry to purify fatty acids mixtures to the right of fatty acid ratio(s) or to produce single cut fatty acid at the desired purity
-
 Foam formingWe provide advanced equipment for executing and developing sustainable foam forming applications for wood, pulp, textiles, and bio-based products.
Foam formingWe provide advanced equipment for executing and developing sustainable foam forming applications for wood, pulp, textiles, and bio-based products.
-
 GlycerinGlycerin is a valuable by-product from the fatty acid and biodiesel value chains. Sulzer has developed a technology based on its proprietary distillation technology to refine glycerin to pharmaceutical grade glycerin and up to ultra high pure glycerin grades.
GlycerinGlycerin is a valuable by-product from the fatty acid and biodiesel value chains. Sulzer has developed a technology based on its proprietary distillation technology to refine glycerin to pharmaceutical grade glycerin and up to ultra high pure glycerin grades.
-
 Homogenization, mixing and solids preparationEnsuring a uniform wastewater stream through effective mixing and solids reduction. Protects downstream processes, prevents blockages and provides consistent feed for every treatment stage.
Homogenization, mixing and solids preparationEnsuring a uniform wastewater stream through effective mixing and solids reduction. Protects downstream processes, prevents blockages and provides consistent feed for every treatment stage.
-
 Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
-
 Industry verticalsWe support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.
Industry verticalsWe support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.
-
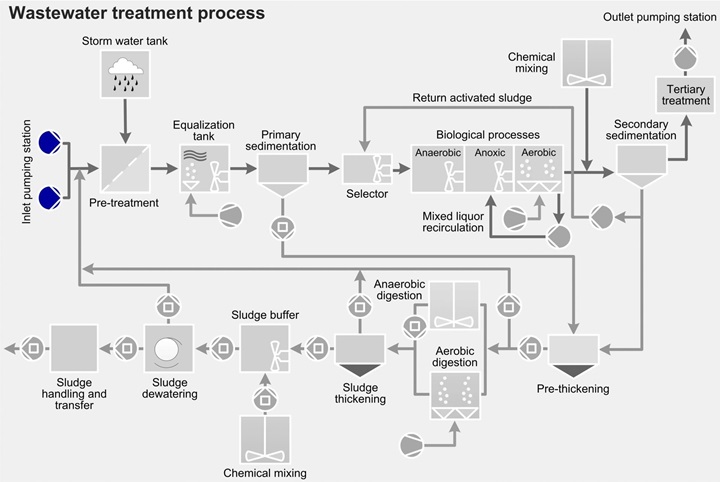 Inlet pumping stationInlet pumping stations are somewhat similar to large terminal pumping stations. Depending on the depth of the incoming sewer, the lifting heads can range from around 2 up to 30 meters. To prevent hydraulic shock loads, which negatively impact the biological process, the stations often make use of variable-speed drives and/or several pumps in parallel.
Inlet pumping stationInlet pumping stations are somewhat similar to large terminal pumping stations. Depending on the depth of the incoming sewer, the lifting heads can range from around 2 up to 30 meters. To prevent hydraulic shock loads, which negatively impact the biological process, the stations often make use of variable-speed drives and/or several pumps in parallel.
-
 Lithium applicationsWith a comprehensive global reference base, broad range of reliable pumps and other process equipment and full line of lifecycle services Sulzer is the chosen equipment supplier for lithium processing. Our equipment is constantly developed for more efficient extraction and production of lithium-based compounds like lithium carbonate, lithium hydroxide, and lithium chloride.
Lithium applicationsWith a comprehensive global reference base, broad range of reliable pumps and other process equipment and full line of lifecycle services Sulzer is the chosen equipment supplier for lithium processing. Our equipment is constantly developed for more efficient extraction and production of lithium-based compounds like lithium carbonate, lithium hydroxide, and lithium chloride.
-
 Mechanical pulp lineSulzer’s ideal product portfolio for challenging pumping, agitation, and mixing operations in refining, grinding, CTMP, screening, reject handling, and bleaching processes.
Mechanical pulp lineSulzer’s ideal product portfolio for challenging pumping, agitation, and mixing operations in refining, grinding, CTMP, screening, reject handling, and bleaching processes.
-
 Microfibrillated celluloseWe are actively involved in developing process equipment for microfibrillated cellulose. Our broad portfolio of industrial pumps, agitators, and mixers suit the specific needs of MFC.
Microfibrillated celluloseWe are actively involved in developing process equipment for microfibrillated cellulose. Our broad portfolio of industrial pumps, agitators, and mixers suit the specific needs of MFC.
-
 Mine water managementSulzer offers a comprehensive portfolio of pumps and process equipment for abrasive and corrosive environments in mine water management applications.
Mine water managementSulzer offers a comprehensive portfolio of pumps and process equipment for abrasive and corrosive environments in mine water management applications.
-
 MiningWhether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving. Our dewatering pumps are rugged and ready, taking on the toughest drainage and sludge removal.
MiningWhether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving. Our dewatering pumps are rugged and ready, taking on the toughest drainage and sludge removal.
-
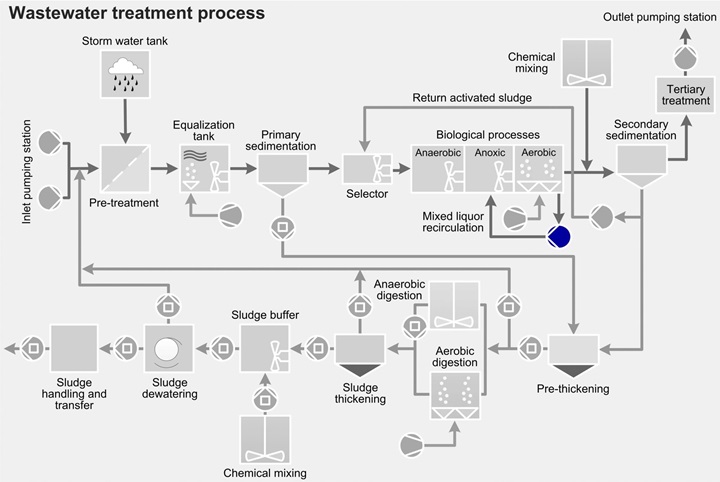 Mixed liquor recirculationWhen denitrification is followed by a physically separated nitrification step, the nitrates formed during nitrification must be recirculated. The nitrates are pumped back into the denitrification step, where the anoxic process splits the nitrate molecules into nitrogen and oxygen. This frees the nitrogen into the air. This application is best served by submersible recirculation pump types ABS XRCP and RCP, the submersible mixed flow column pump type ABS AFLX and the submersible propeller pump type ABS VUPX.
Mixed liquor recirculationWhen denitrification is followed by a physically separated nitrification step, the nitrates formed during nitrification must be recirculated. The nitrates are pumped back into the denitrification step, where the anoxic process splits the nitrate molecules into nitrogen and oxygen. This frees the nitrogen into the air. This application is best served by submersible recirculation pump types ABS XRCP and RCP, the submersible mixed flow column pump type ABS AFLX and the submersible propeller pump type ABS VUPX.
-
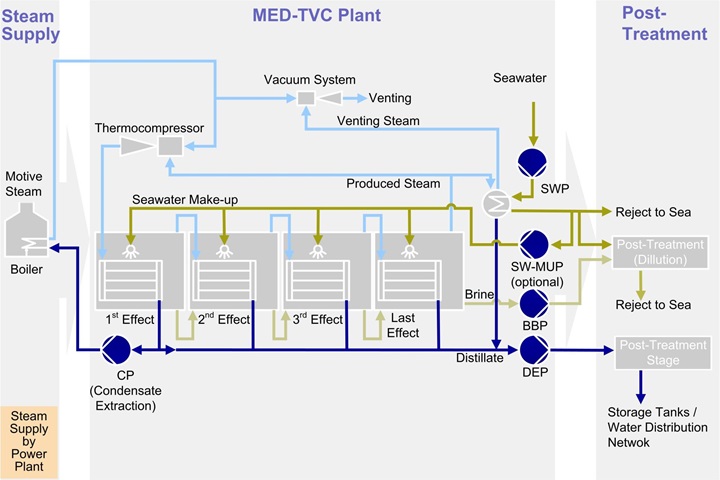 Multi Effect Distillation MEDMulti Effect Distillation (MED) process is based on iterative evaporation-condensation process in several stages under vacuum conditions, using residual steam from adjacent power plant as heating media for evaporation.
Multi Effect Distillation MEDMulti Effect Distillation (MED) process is based on iterative evaporation-condensation process in several stages under vacuum conditions, using residual steam from adjacent power plant as heating media for evaporation.
-
 Organic and solids load reduction (BOD / COD / TSS)Pretreatment, primary & secondary steps that cut polluting loads to acceptable levels.
Organic and solids load reduction (BOD / COD / TSS)Pretreatment, primary & secondary steps that cut polluting loads to acceptable levels.
-
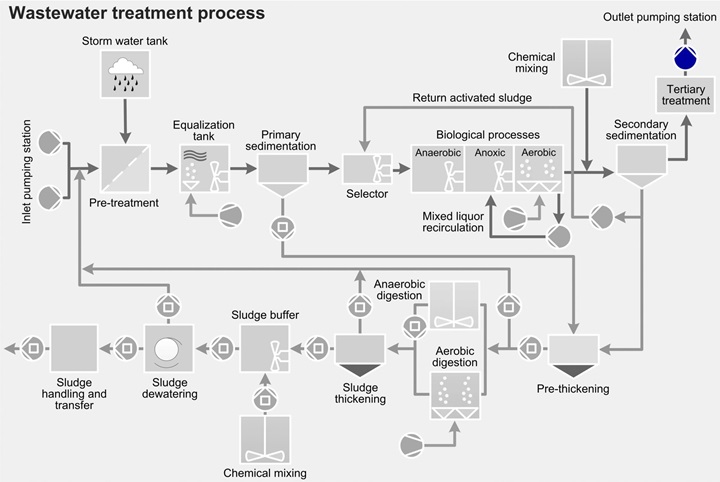 Outlet pumping stationsOutlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide. Outlet pumping stations may also be needed to compensate for increasing frictional losses in the outgoing pipe at high flows, for example in long sea outfall pipes.
Outlet pumping stationsOutlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide. Outlet pumping stations may also be needed to compensate for increasing frictional losses in the outgoing pipe at high flows, for example in long sea outfall pipes.
-
 Paper and board machine and systemsSulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements and for all types of liquids, making it ideal for challenging pumping, agitation, and mixing operations in stock preparation, PM approach system, broke system, white water system, vacuum system, condensate system, and shower water system processes.
Paper and board machine and systemsSulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements and for all types of liquids, making it ideal for challenging pumping, agitation, and mixing operations in stock preparation, PM approach system, broke system, white water system, vacuum system, condensate system, and shower water system processes.
-
 Power plantsSulzer’s extensive product portfolio to maximize the performance and reliability of your solid organic fuel biomass power plant, solid industrial or municipal waste fuel biomass power plant, and liquid or gaseous organic fuel biomass power plant processes.
Power plantsSulzer’s extensive product portfolio to maximize the performance and reliability of your solid organic fuel biomass power plant, solid industrial or municipal waste fuel biomass power plant, and liquid or gaseous organic fuel biomass power plant processes.
-
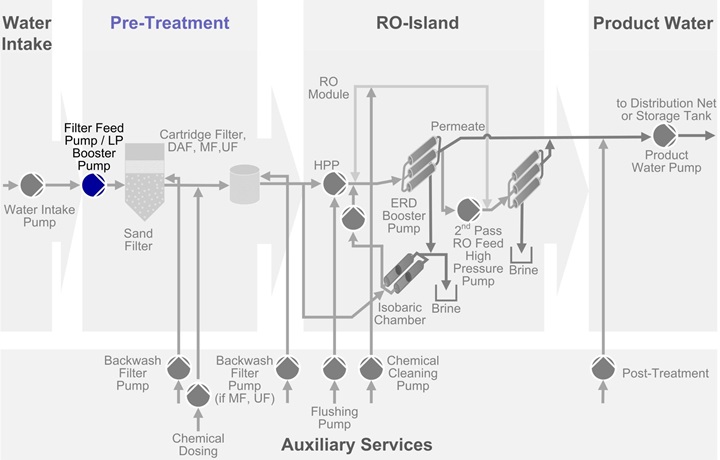 Pre-treatmentBefore reaching the RO Island, where specifically the desalination process will take place, raw water needs to be treated to ensure the required quality of the raw water to avoid fouling the RO membranes.
Pre-treatmentBefore reaching the RO Island, where specifically the desalination process will take place, raw water needs to be treated to ensure the required quality of the raw water to avoid fouling the RO membranes.
-
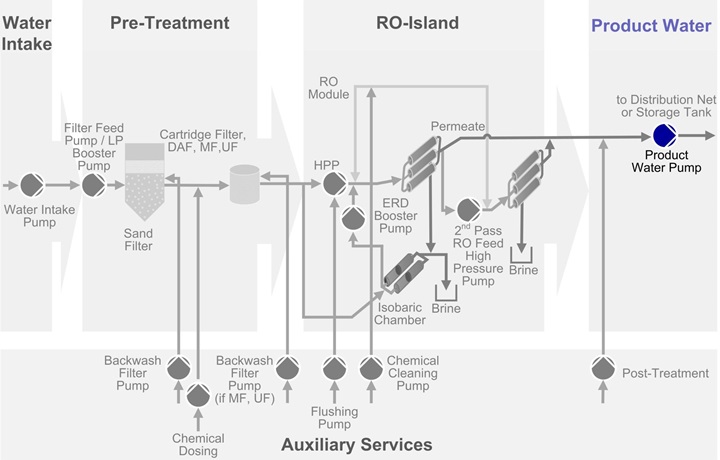 Product water transferAfter post treatment, product water is pumped to the storage tanks or into the water distribution networks.
Product water transferAfter post treatment, product water is pumped to the storage tanks or into the water distribution networks.
-
 Pulp drying machineIncreased hydraulic excellence for your approach, cleaning, drying machine, vacuum, broke, and white water system processes.
Pulp drying machineIncreased hydraulic excellence for your approach, cleaning, drying machine, vacuum, broke, and white water system processes.
-
 Recycled fiber lineEnergy-efficient products with low life cycle costs and a lighter environmental footprint for your pulping, screening & cleaning, flotation, washing, and bleaching processes.
Recycled fiber lineEnergy-efficient products with low life cycle costs and a lighter environmental footprint for your pulping, screening & cleaning, flotation, washing, and bleaching processes.
-
 Regulatory compliance and discharge consentsMeeting local discharge permits, trade effluent limits and environmental directives
Regulatory compliance and discharge consentsMeeting local discharge permits, trade effluent limits and environmental directives
-
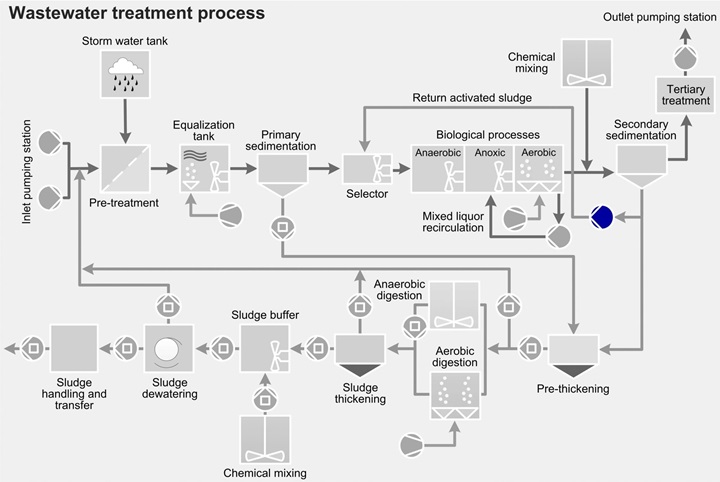 Return of activated sludgeOutlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide.
Return of activated sludgeOutlet pumping stations are required when the level of the treatment plant is lower than that of the receiving water. This is especially true when discharging into a river, which can rise during heavy rain or flood periods, or into the sea, where the level varies with the tide.
-
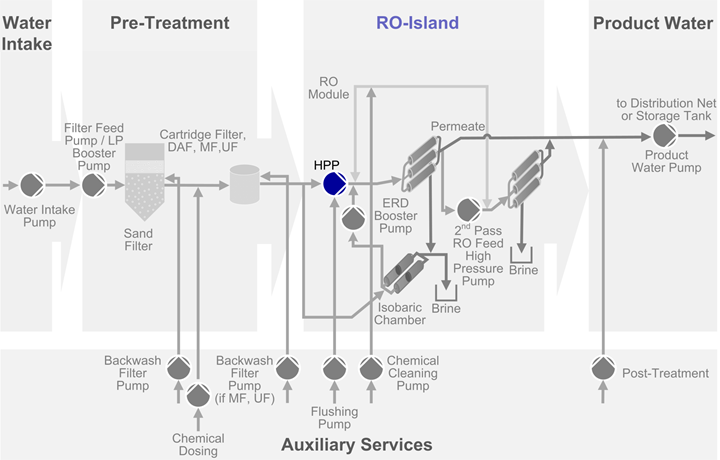 RO-island HPPThis is the heart of the SWRO Desalination process, where the desalination effect takes place. The Treated sea water is fed by means of the High Pressure pumps into the RO membranes, obtaining permeate or product water and high pressure brine rejection, whose high pressure energy is recovered by selected Energy Recovery Device.
RO-island HPPThis is the heart of the SWRO Desalination process, where the desalination effect takes place. The Treated sea water is fed by means of the High Pressure pumps into the RO membranes, obtaining permeate or product water and high pressure brine rejection, whose high pressure energy is recovered by selected Energy Recovery Device.
-
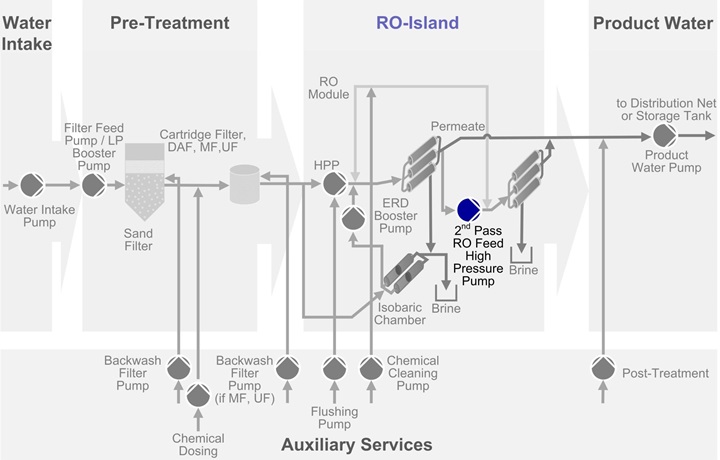 RO-Island HPP 2nd passThis is the heart of the SWRO desalination process, where the desalination effect takes place. The treated sea water is fed by means of the high pressure pumps into the RO membranes, obtaining permeate or product water and high pressure brine rejection, whose high pressure energy is recovered by selected Energy Recovery Device.
RO-Island HPP 2nd passThis is the heart of the SWRO desalination process, where the desalination effect takes place. The treated sea water is fed by means of the high pressure pumps into the RO membranes, obtaining permeate or product water and high pressure brine rejection, whose high pressure energy is recovered by selected Energy Recovery Device.
-
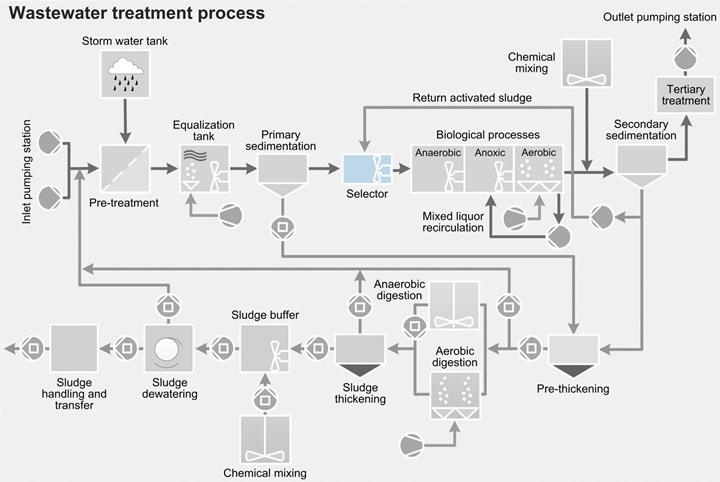 SelectorThe purpose of the selector tank is to control and limit the growth of filamentous bacteria, and then to enhance the sedimentation ability of the sludge. Sulzer provides a number of solutions for creating optimal conditions in the selector.
SelectorThe purpose of the selector tank is to control and limit the growth of filamentous bacteria, and then to enhance the sedimentation ability of the sludge. Sulzer provides a number of solutions for creating optimal conditions in the selector.
-
 Separation applicationsWe are a forerunner in the development of mechanical separation applications for bio-based raw materials. Our solutions produce ingredients in a very pure form, suitable for further processing.
Separation applicationsWe are a forerunner in the development of mechanical separation applications for bio-based raw materials. Our solutions produce ingredients in a very pure form, suitable for further processing.
-
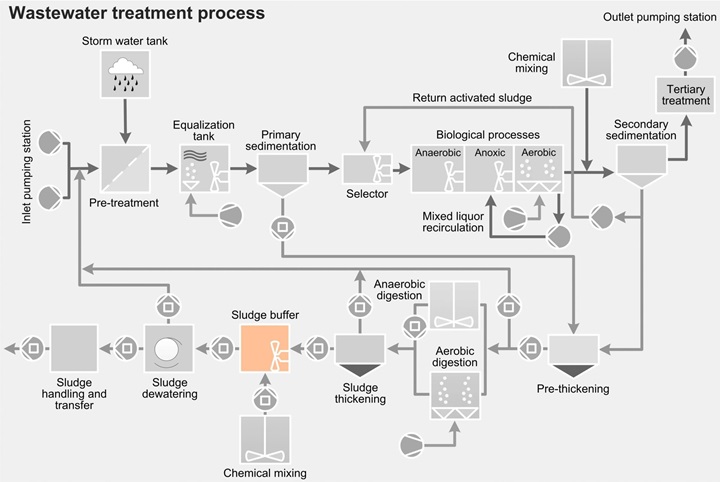
Sludge buffer tankThe sludge buffer tank can be used for a variety of purposes. The most common application is the blending and homogenization of highly concentrated primary, secondary or digested sludge. The solution used to mix the sludge itself, or to mix the sludge with the dosed thickening chemicals, depends on the design and volume of the sludge buffer tank. Submersible mixer types ABS XRW and RW, as well as the agitator type Scaba, can be used to provide highly efficient mixing. Positive displacement, progressing cavity transfer pumps and Muffin Monster™ grinders are used for solids reduction and sludge transfer from sludge feed to sludge dewatering process.
-
Sludge handling and transferSulzer pumps, mixers, grinders and agitators are used to condition, transfer, blend and handle sludge. Our progressing cavity, positive displacement pump range, provide a near constant flow rate with suction lift capability, for handling all types of non-Newtonian sludge and cake processes, typically demanded within the wastewater treatment plant. Maintain in place features ensure any process downtime due to the change out of wear components is kept to a minimum. The Muffin Monster™ grinders protect the equipment downstream. The sludge conditioned by grinders will not clog valves, heat exchangers, digesters, centrifuges and other equipment on the sludge line.
-
 Sludge management and dewateringThickening & dewatering that cut transport costs and prep sludge for anaerobic digestion.
Sludge management and dewateringThickening & dewatering that cut transport costs and prep sludge for anaerobic digestion.
-
 Specialty estersSulzer has developed a unique process based on reactive distillation technology that combines both process steps into one, enabling, for the first time, continuous productions of isopropyl-esters.
Specialty estersSulzer has developed a unique process based on reactive distillation technology that combines both process steps into one, enabling, for the first time, continuous productions of isopropyl-esters.
-
 Targeted contaminant and nutrient removalNitrogen (N) and Phosphorus (P) reduction, fats, oils & grease (FOG), metals, salts, micro-pollutants and industry specific compounds.
Targeted contaminant and nutrient removalNitrogen (N) and Phosphorus (P) reduction, fats, oils & grease (FOG), metals, salts, micro-pollutants and industry specific compounds.
-
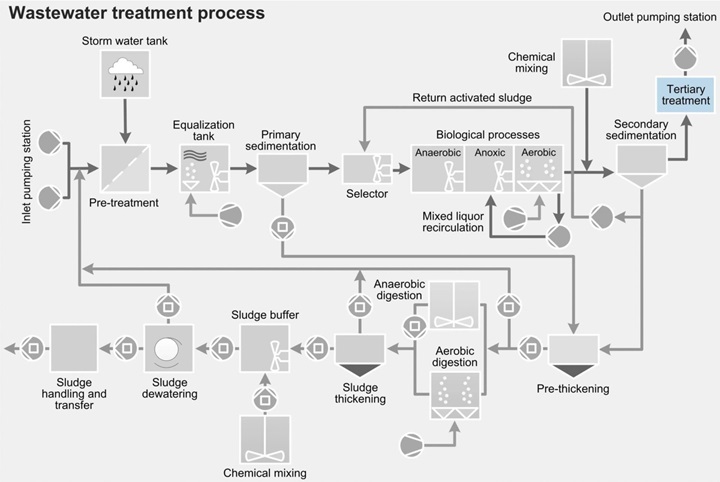 Tertiary treatmentTreated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow.
Tertiary treatmentTreated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow.
-
 Test equipment rentalRental equipment for textile and bio-based process development initiatives either at customer facilities or Sulzer’s development center.
Test equipment rentalRental equipment for textile and bio-based process development initiatives either at customer facilities or Sulzer’s development center.
-
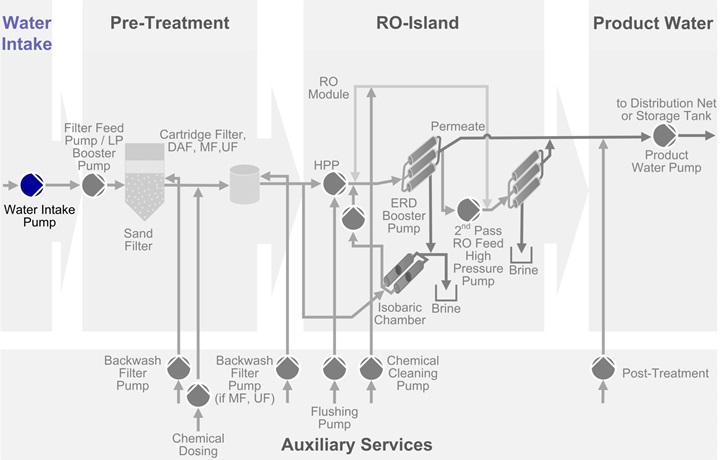 Water intakeRaw water to be desalted, either sea water or brackish water will be taken from natural resource and pumped to pre-treatment stage. For sea water abstraction, different intake arrangements can be considered, which will define the pump type to be installed.
Water intakeRaw water to be desalted, either sea water or brackish water will be taken from natural resource and pumped to pre-treatment stage. For sea water abstraction, different intake arrangements can be considered, which will define the pump type to be installed.
-
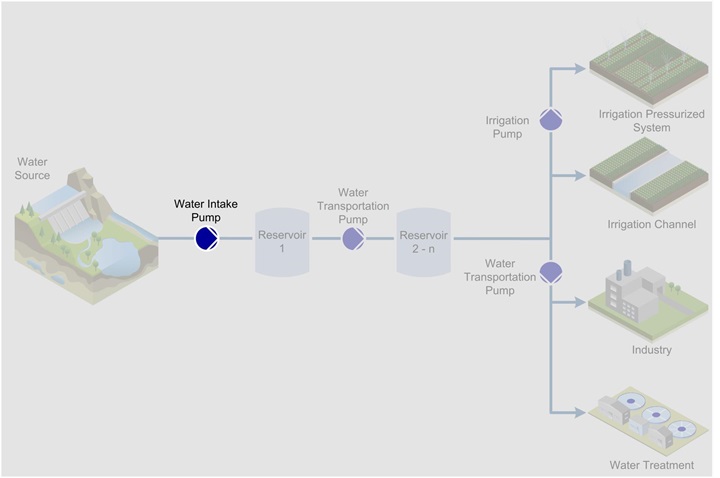 Water intakeWater supply is vital for our daily life. To abstract the water at the source, be it the sea, river, lake or dam, water intake pumps are needed. Sulzer offers a range of pumps that are specially engineered for such applications.
Water intakeWater supply is vital for our daily life. To abstract the water at the source, be it the sea, river, lake or dam, water intake pumps are needed. Sulzer offers a range of pumps that are specially engineered for such applications.
-
 Water reuse and resource recoveryClosing the loop through filtration, membrane systems and heat / biogas capture.
Water reuse and resource recoveryClosing the loop through filtration, membrane systems and heat / biogas capture.
-
 Water supplyMeeting today’s challenges and high requirements within water intake, sedimentation, sludge treatment, fine screening, and water distribution processes.
Water supplyMeeting today’s challenges and high requirements within water intake, sedimentation, sludge treatment, fine screening, and water distribution processes.
-
 Wood yardEnergy-efficient products with low life cycle costs and a lighter environmental footprint for your debarking, washing, chipping, screening, and bark and waste streams handling processes.
Wood yardEnergy-efficient products with low life cycle costs and a lighter environmental footprint for your debarking, washing, chipping, screening, and bark and waste streams handling processes.




Related Links
Products, services and news
-
 Sulzer to supply pumps and mixers to the new bioproduct mill in Kemi, FinlandMarch 24, 2021Metsä Fibre, part of the Finnish forest industry company Metsä Group, and Sulzer Pumps Finland have signed an agreement for the supply of process pumps, medium-consistency pumps and mixers for the main processes of the bioproduct mill that will be built in Kemi. The delivery will include several hundred devices.
Sulzer to supply pumps and mixers to the new bioproduct mill in Kemi, FinlandMarch 24, 2021Metsä Fibre, part of the Finnish forest industry company Metsä Group, and Sulzer Pumps Finland have signed an agreement for the supply of process pumps, medium-consistency pumps and mixers for the main processes of the bioproduct mill that will be built in Kemi. The delivery will include several hundred devices.
-
 AHLSTAR A process pump rangeAHLSTAR A end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs. The pump exceeds the requirements of ISO 5199.
AHLSTAR A process pump rangeAHLSTAR A end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs. The pump exceeds the requirements of ISO 5199.
-
 AHLSTAR EPP/T high-temperature process pump rangeAHLSTAR EPP/T centerline supported end-suction single-stage centrifugal process pumps are designed to stand high temperature especially in demanding industrial hot liquid pumping applications. The pump exceeds the requirements of ISO 5199.
AHLSTAR EPP/T high-temperature process pump rangeAHLSTAR EPP/T centerline supported end-suction single-stage centrifugal process pumps are designed to stand high temperature especially in demanding industrial hot liquid pumping applications. The pump exceeds the requirements of ISO 5199.
-
 AHLSTAR NPP/T non-clogging process pump rangeAHLSTAR NPP/T non-clogging end-suction single-stage centrifugal process pumps are designed for industrial large solids containing liquid or abrasive slurry applications to avoid plugging. The pump exceeds the requirements of ISO 5199.
AHLSTAR NPP/T non-clogging process pump rangeAHLSTAR NPP/T non-clogging end-suction single-stage centrifugal process pumps are designed for industrial large solids containing liquid or abrasive slurry applications to avoid plugging. The pump exceeds the requirements of ISO 5199.
-
 AHLSTAR WPP/T wear-resistant process pump rangeAHLSTAR WPP/T wear-resistant end-suction single-stage centrifugal pumps are designed for abrasive and erosive pumping applications, such as lime milk and mud, and coating pigments. The pump exceeds the requirements of ISO 5199.
AHLSTAR WPP/T wear-resistant process pump rangeAHLSTAR WPP/T wear-resistant end-suction single-stage centrifugal pumps are designed for abrasive and erosive pumping applications, such as lime milk and mud, and coating pigments. The pump exceeds the requirements of ISO 5199.
-
 Agitators, dynamic mixersSulzer SALOMIX™ and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes.
Agitators, dynamic mixersSulzer SALOMIX™ and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes.
-
 Pump servicesReliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance.
Pump servicesReliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance.
-
 Original pump spare partsOriginal spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs.
Original pump spare partsOriginal spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs.
-
 Service kitsWhen your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package.
Service kitsWhen your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package.
-
 Sulzer mechanical sealsSulzer mechanical seals are strong by design and have been proven very reliable in various pumping applications.
Sulzer mechanical sealsSulzer mechanical seals are strong by design and have been proven very reliable in various pumping applications.
Industries
-
 Chemical processingOur solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
Chemical processingOur solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
-
 FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
-
 Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
-
BiofuelsBiofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
-
 Municipal clean waterWe provide reliable pumping solutions for various industrial water and wastewater treatment processes. Our technologies enable the removal of organics.
Municipal clean waterWe provide reliable pumping solutions for various industrial water and wastewater treatment processes. Our technologies enable the removal of organics.


Videos
To view the integration, please enable Targeting Cookies.
Open Cookie Settings
Discover the power and performance of Sulzer's AHLSTAR process pumps
To view the integration, please enable Targeting Cookies.
Open Cookie Settings
Interview about AHLSTAR process pumps
To view the integration, please enable Targeting Cookies.
Open Cookie Settings
How to make a pump foundation the right way
To view the integration, please enable Targeting Cookies.
Open Cookie Settings
How to position the pump and make grouting the right way
To view the integration, please enable Targeting Cookies.
Open Cookie Settings
Careful commissioning of the pump plays a key role in the safe and reliable use of the pump
To view the integration, please enable Targeting Cookies.
Open Cookie Settings
Connecting the pipes to the pump correctly is essential for ensuring the reliability of the pump
Talk or write to our experts to find your best solution.

