Documents
-
Energy efficiency of pumping systemspdfLanguages:
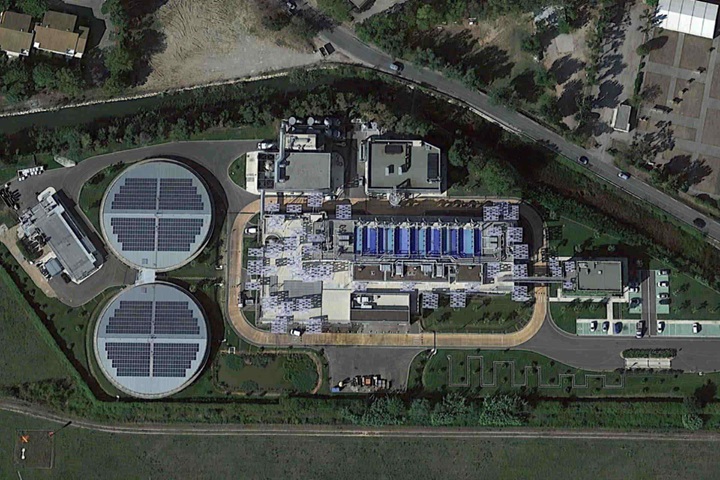
Pumping systems consist of the pump itself, a motor, piping, valves and instrumentation. The energy and materials used by a system depend on the design of the pump, the design of the installation, the process conditions and the way in which the system is operated. Furthermore, all these must be carefully matched to each other as well as to the application throughout their entire lifetime to ensure the lowest energy and maintenance costs.
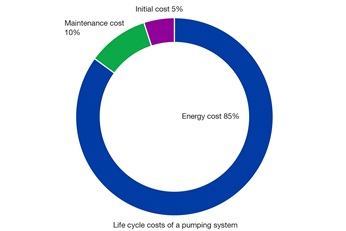
The initial purchase price is usually a small part of the whole life cycle cost for industrial pumps. While operating requirements may sometimes override energy cost considerations, an optimum solution is still possible.
The most significant savings in the energy consumption of a pumping system can be achieved by selecting the most appropriate pump technology for an application with premium efficiency. This selection process starts with gaining a complete understanding of the application, fluid characteristics and flow demands. Matching the most appropriate pump construction with the optimum impeller design will result in the most cost-effective solution, both in terms of initial capital investment and long-term operating costs.
The correct sizing of the pump represents the next most significant economic opportunity to reduce energy consumption. Oversizing often occurs in the design phase by the customer, because it is quite common to add multiple safety factors to the required head and flow values. Therefore, an over-sized pump is selected and, consequently, the pump does not run within its best efficiency area during normal production, resulting in a considerable waste of energy.
Replacing a pump with a new, high-efficiency design reduces the energy consumption normally by between 3% and 20%, but in some cases, there can be as much as a 50% reduction.
Information on the actual values of the desired running point and on possible future expansion demands is needed for the selection of the optimal pump type, size, speed, power requirements, type of drive, as well as the seal and auxiliary equipment. Sulzer operates a pump optimization program that also enables the clients to see the saving potential of each pump unit and provides a range of options that can be delivered in order to achieve the projected savings.
The best efficiency and further energy savings can be achieved by driving the pump with a variable speed drive (VSD) and a maximum diameter impeller. This allows the rotational speed of the pump to be adjusted to achieve the desired head and flow for the process application. The efficiency improvement compared to a constant speed driven pump can be up to 10%.
A VSD can be added also to existing pumps and once installed it can accommodate changing system demands, including potential future expansion plans without changing the pump.

The pumping system pipework lay-out and flow control devices that surround the pump have a detrimental effect on the total pumping efficiency. Factors such as pipe size (diameter), overall pipe length, pipe surface roughness, as well as control valves will influence the system pressure drop and resulting energy consumption for the system.
The use of control valves should be avoided wherever possible. These valves may jeopardize the savings achieved by premium efficiency pumps. Instead, variable speed drives or on-off regulated systems do not cause losses and therefore they save energy. The extensive use of throttling valves or bypass loops is often an indication of an unbalanced process or an over-sized pump.
Replacing an over-sized pump with a more suitable design size brings a great potential for savings. In some cases, significant savings can also be achieved by modifying the existing pump with a different kind of impeller or adding a VSD.

Various directives and standards guide the process industry and thereby also Sulzer’s target setting in terms of efficiency. One important energy efficiency directive is set by the European Union (EU), which has created ErP (Energy-related Products) regulations. These regulations specify the minimum efficiency values for water pumps with the target of reducing energy consumption. Similar types of directives and regulations are being prepared all over the world.
Sulzer not only fulfills these requirements, but exceeds them, bringing maximum savings for its customers. A good example is the SNS process pump series that Sulzer launched in 2015. The SNS pump has set the standard for efficiency in its class.

In addition to the selection of extremely efficient pumps, more savings may be achieved by intelligent pumping process controlling and optimization tools. Sulzer recently introduced the Sulzer Sense wireless IoT condition monitoring system. The solution includes wireless sensors that are attached to a pump, agitator, motor or any rotating equipment. The sensors measure temperature and vibration and send the data to the cloud. This means that the operating status of the equipment can be remotely monitored 24 hours a day, seven days a week. Sulzer Sense devices are battery powered and they operate in a wireless mesh network, making them easy and cost-efficient to deploy and operate.
Combining preventive maintenance with the use of original spare parts ensures the highest performance and continued reliability of the pumping system.
Contact your specialist