





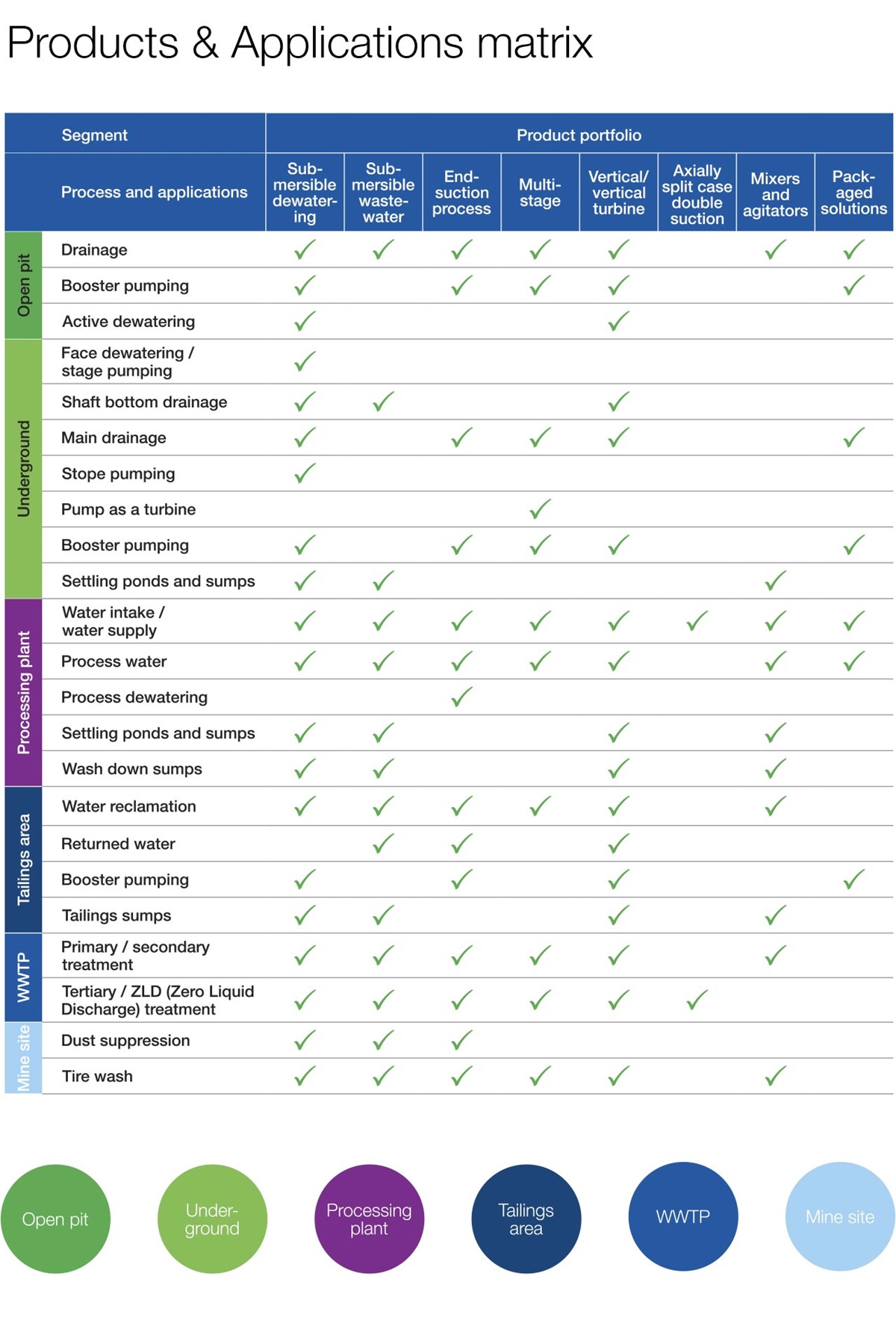
A solution for most applications
-
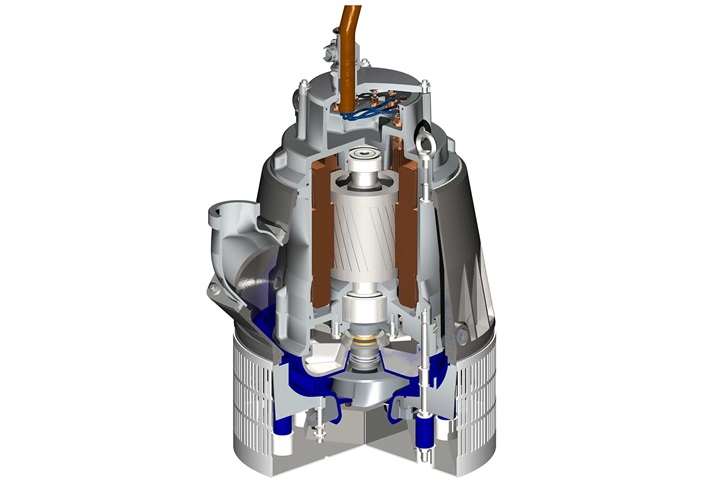
 Submersible drainage pump XJ 900The innovative design allows this high-efficiency pump to be used both in high-head and high-flow applications. 50 Hz: head max 200 meters, flow max 120 l/s. 60 Hz: head max 230 meters (754 feet), flow max 130 l/s (2'090 gpm).
Submersible drainage pump XJ 900The innovative design allows this high-efficiency pump to be used both in high-head and high-flow applications. 50 Hz: head max 200 meters, flow max 120 l/s. 60 Hz: head max 230 meters (754 feet), flow max 130 l/s (2'090 gpm).
-
 Submersible drainage center-line pump XJC 110The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 11.8 kW. Head max 52 meters, flow max 54 l/s. 60 Hz: 13.5 kW (18 Hp). Head max 63 meters (207 feet), flow max 55 l/s (873 gpm).
Submersible drainage center-line pump XJC 110The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 11.8 kW. Head max 52 meters, flow max 54 l/s. 60 Hz: 13.5 kW (18 Hp). Head max 63 meters (207 feet), flow max 55 l/s (873 gpm).
-
 Submersible drainage center-line pump XJC 50The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 5.6 kW. Head max 45 meters, flow max 35 l/s. 60 Hz: 6.7 kW (9 Hp). Head max 49 meters (161 feet), flow max 36 l/s (571 gpm).
Submersible drainage center-line pump XJC 50The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 5.6 kW. Head max 45 meters, flow max 35 l/s. 60 Hz: 6.7 kW (9 Hp). Head max 49 meters (161 feet), flow max 36 l/s (571 gpm).
-
Submersible drainage center-line pump XJC 80The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 8.3 kW. Head max 76 meters, flow max 52 l/s. 60 Hz: 9.8 kW (13 Hp). Head max 94 meters (308 feet), flow max 37 l/s (587 gpm).
-
 Submersible sludge pump XJS 40The submersible sludge pump XJS 40 is ideal for pumping sludge and water mixed with solids. 50 Hz: 3.7 kW. Head max 24 meters, flow max 20 l/s. 60 Hz: 4.3 kW (6 Hp). Head max 27 meters (89 feet), flow max 20 l/s (317 gpm).
Submersible sludge pump XJS 40The submersible sludge pump XJS 40 is ideal for pumping sludge and water mixed with solids. 50 Hz: 3.7 kW. Head max 24 meters, flow max 20 l/s. 60 Hz: 4.3 kW (6 Hp). Head max 27 meters (89 feet), flow max 20 l/s (317 gpm).
-
 Submersible sludge pump XJS 50The submersible sludge pump XJS 50 is ideal for pumping sludge and water mixed with solids. 50 Hz: 5.6 kW. Head max 28 meters, flow max 25 l/s. 60 Hz: 6.7 kW (9 Hp). Head max 31 meters (102 feet), flow max 26 l/s (413 gpm).
Submersible sludge pump XJS 50The submersible sludge pump XJS 50 is ideal for pumping sludge and water mixed with solids. 50 Hz: 5.6 kW. Head max 28 meters, flow max 25 l/s. 60 Hz: 6.7 kW (9 Hp). Head max 31 meters (102 feet), flow max 26 l/s (413 gpm).
-
 Submersible sludge pump XJS 80The submersible sludge pump XJS 80 is ideal for pumping sludge and water mixed with solids. 50 Hz: 8.3 kW. Head max 35 meters, flow max 29 l/s. 60 Hz: 9.8 kW (13 Hp). Head max 38 meters (125 feet), flow max 28.5 l/s (452 gpm).
Submersible sludge pump XJS 80The submersible sludge pump XJS 80 is ideal for pumping sludge and water mixed with solids. 50 Hz: 8.3 kW. Head max 35 meters, flow max 29 l/s. 60 Hz: 9.8 kW (13 Hp). Head max 38 meters (125 feet), flow max 28.5 l/s (452 gpm).
-
 Submersible sludge pump XJS 25The submersible sludge pump XJS 25 is ideal for pumping sludge and water mixed with solids. 50 Hz: 2.5 kW. Head max 18 meters, flow max 16 l/s. 60 Hz: 2.9 kW (4 Hp). Head max 20 meters (66 feet), flow max 16 l/s (254 gpm).
Submersible sludge pump XJS 25The submersible sludge pump XJS 25 is ideal for pumping sludge and water mixed with solids. 50 Hz: 2.5 kW. Head max 18 meters, flow max 16 l/s. 60 Hz: 2.9 kW (4 Hp). Head max 20 meters (66 feet), flow max 16 l/s (254 gpm).
-
 Submersible sludge pump XJS 110The submersible sludge pump XJS 110 is ideal for pumping sludge and water mixed with solids. 50 Hz: 11.8 kW. Head max 36 meters, flow max 31 l/s. 60 Hz: 13.5 kW (18 Hp). Head max 40 meters (131 feet), flow max 30 l/s (476 gpm).
Submersible sludge pump XJS 110The submersible sludge pump XJS 110 is ideal for pumping sludge and water mixed with solids. 50 Hz: 11.8 kW. Head max 36 meters, flow max 31 l/s. 60 Hz: 13.5 kW (18 Hp). Head max 40 meters (131 feet), flow max 30 l/s (476 gpm).
-
 Submersible drainage pumps J 4, J 7The small submersible drainage pumps J 4 and J 7 are equipped for immediate plug-in. Head max 15 meters, flow max 5 l/s.
Submersible drainage pumps J 4, J 7The small submersible drainage pumps J 4 and J 7 are equipped for immediate plug-in. Head max 15 meters, flow max 5 l/s.
-
 Submersible drainage pump J 405The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 35 kW. Head max 90 meters, flow max 160 l/s. 60 Hz: 42 kW (55 Hp). Head max 101 meters (331 feet), flow max 160 l/s (2540 gpm).
Submersible drainage pump J 405The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 35 kW. Head max 90 meters, flow max 160 l/s. 60 Hz: 42 kW (55 Hp). Head max 101 meters (331 feet), flow max 160 l/s (2540 gpm).
-
 Submersible drainage pump J 12The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 0.9 kW. Head max 15 meters, flow max 9 l/s. 60 Hz: 1.1 kW ( 1.5 Hp). Head max 18.5 meters (61 feet), flow max 8.5 l/s (135 gpm).
Submersible drainage pump J 12The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 0.9 kW. Head max 15 meters, flow max 9 l/s. 60 Hz: 1.1 kW ( 1.5 Hp). Head max 18.5 meters (61 feet), flow max 8.5 l/s (135 gpm).
-
Submersible drainage pump J 15The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 1.4 kW. Head max 19 meters, flow max 12 l/s. 60 Hz: 1.7 kW (2.3 Hp). Head max 23 meters (74 feet), flow max 10.5 l/s (166 gpm).
-
 Submersible drainage pump J 205The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 21 kW. Head max 72 meters, flow max 102 l/s. 60 Hz: 26 kW (35 Hp). Head max 85.5 meters (280 feet), flow max 106 l/s (1683 gpm).
Submersible drainage pump J 205The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 21 kW. Head max 72 meters, flow max 102 l/s. 60 Hz: 26 kW (35 Hp). Head max 85.5 meters (280 feet), flow max 106 l/s (1683 gpm).
-
 Submersible sludge pumps JS 4, JS 7, JS 8The robust submersible sludge pumps JS 4, JS 7, and JS 8 are equipped for immediate plug-in. Head max 16 meters, flow max 5 l/s.
Submersible sludge pumps JS 4, JS 7, JS 8The robust submersible sludge pumps JS 4, JS 7, and JS 8 are equipped for immediate plug-in. Head max 16 meters, flow max 5 l/s.
-
 Submersible sludge pump JS 12The submersible sludge pump JS 12 is excellent for pumping sludge and water mixed with solids. 50 Hz: 0.9 kW. Head max 13 meters, flow max 7.5 l/s. 60 Hz: 1.1 kW (1.5 Hp). Head max 17 meters (56 feet), flow max 8 l/s (127 gpm).
Submersible sludge pump JS 12The submersible sludge pump JS 12 is excellent for pumping sludge and water mixed with solids. 50 Hz: 0.9 kW. Head max 13 meters, flow max 7.5 l/s. 60 Hz: 1.1 kW (1.5 Hp). Head max 17 meters (56 feet), flow max 8 l/s (127 gpm).
-
Submersible sludge pump JS 15The submersible sludge pump JS 15 is excellent for pumping sludge and water mixed with solids. 50 Hz: 1.4 kW. Head max 16 meters, flow max 7.5 l/s. 60 Hz: 1.7 kW (2.3 Hp). Head max 19 meters (62 feet), flow max 9.5 l/s (151 gpm).
-
 Submersible drainage center-line pump JC 11 (60Hz US)The submersible drainage center-line pump JC 11 is ideal for pumping water and dirty water mixed with light abrasives. 1.0 Hp. Head max 59 feet, flow max 93 gpm.
Submersible drainage center-line pump JC 11 (60Hz US)The submersible drainage center-line pump JC 11 is ideal for pumping water and dirty water mixed with light abrasives. 1.0 Hp. Head max 59 feet, flow max 93 gpm.
-
Submersible drainage center-line pump JC 6 (60Hz US)The submersible drainage center-line pump JC 6 is ideal for pumping water and dirty water mixed with light abrasives. 0.6 Hp. Head max 40 feet, flow max 63 gpm.
-
 Submersible drainage center-line pump JC 34The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 3.0 kW. Head max 34 meters, flow max 16 l/s. 60 Hz: 4.3 kW (6 Hp). Head max 47 meters (155 feet), flow max 18.5 l/s (294 gpm).
Submersible drainage center-line pump JC 34The pump is ideal for pumping water and dirty water mixed with light abrasives. 50 Hz: 3.0 kW. Head max 34 meters, flow max 16 l/s. 60 Hz: 4.3 kW (6 Hp). Head max 47 meters (155 feet), flow max 18.5 l/s (294 gpm).
-
 Submersible sewage pump type ABS XFPSubmersible sewage pumps type ABS XFP are the best choice for ensuring efficient and reliable pumping in any wastewater pumping station. The submersible wastewater pumps, mainly installed in network pumping stations, are equipped with Premium Efficiency IE3 motors as standard and with the ContraBlock family of impellers.
Submersible sewage pump type ABS XFPSubmersible sewage pumps type ABS XFP are the best choice for ensuring efficient and reliable pumping in any wastewater pumping station. The submersible wastewater pumps, mainly installed in network pumping stations, are equipped with Premium Efficiency IE3 motors as standard and with the ContraBlock family of impellers.
-
 Full range of MSHA approved J MEX submersible drainage pumps for the US market.Submersible dewatering pumps J 10 - 350 MEX in lightweight, portable and robust wear resistant design dedicated to handle dirty water in underground coal mines requesting MSHA (Mine Safety and Health Administration) and D.O.E.R. (Pennsylvania Department of Environmental Resources) approval.
Full range of MSHA approved J MEX submersible drainage pumps for the US market.Submersible dewatering pumps J 10 - 350 MEX in lightweight, portable and robust wear resistant design dedicated to handle dirty water in underground coal mines requesting MSHA (Mine Safety and Health Administration) and D.O.E.R. (Pennsylvania Department of Environmental Resources) approval.
-
 AHLSTAR A process pump rangeAHLSTAR A end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs. The pump exceeds the requirements of ISO 5199.
AHLSTAR A process pump rangeAHLSTAR A end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs. The pump exceeds the requirements of ISO 5199.
-
 AHLSTAR APT process pump rangeAHLSTAR APT end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs. The pump exceeds the requirements of ISO 5199.
AHLSTAR APT process pump rangeAHLSTAR APT end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs. The pump exceeds the requirements of ISO 5199.
-
 AHLSTAR WPP/T wear-resistant process pump rangeAHLSTAR WPP/T wear-resistant end-suction single-stage centrifugal pumps are designed for abrasive and erosive pumping applications, such as lime milk and mud, and coating pigments. The pump exceeds the requirements of ISO 5199.
AHLSTAR WPP/T wear-resistant process pump rangeAHLSTAR WPP/T wear-resistant end-suction single-stage centrifugal pumps are designed for abrasive and erosive pumping applications, such as lime milk and mud, and coating pigments. The pump exceeds the requirements of ISO 5199.
-
 SNS end-suction single-stage process pump rangeThe SNS end-suction pump has been designed to exceed the highest energy efficiency regulations across all industries and also the design requirements of ISO 5199 international standard. The innovative design makes this centrifugal pump more reliable while significantly reducing total cost of ownership.
SNS end-suction single-stage process pump rangeThe SNS end-suction pump has been designed to exceed the highest energy efficiency regulations across all industries and also the design requirements of ISO 5199 international standard. The innovative design makes this centrifugal pump more reliable while significantly reducing total cost of ownership.
-
 CPE ANSI process pumps range (ANSI/ASME B73.1)CPE ANSI pumps are specifically designed to exceed the strictest energy regulations for all industries as well as the requirements of ASME B73.1. With revolutionary hydraulics and high efficiency, they offer the lowest life cycle costs.
CPE ANSI process pumps range (ANSI/ASME B73.1)CPE ANSI pumps are specifically designed to exceed the strictest energy regulations for all industries as well as the requirements of ASME B73.1. With revolutionary hydraulics and high efficiency, they offer the lowest life cycle costs.
-
 MBN multistage ring section pumpThe MBN pumps are ideal for use in high-pressure applications. They have a big variety of nozzle position options, thus providing flexibility during installation and simplifying the piping design.
MBN multistage ring section pumpThe MBN pumps are ideal for use in high-pressure applications. They have a big variety of nozzle position options, thus providing flexibility during installation and simplifying the piping design.
-
 Scaba top mounted agitatorScaba top-mounted vertical agitators are used for mixing and agitating process liquids in many industries, including wastewater and industrial applications.
Scaba top mounted agitatorScaba top-mounted vertical agitators are used for mixing and agitating process liquids in many industries, including wastewater and industrial applications.
-
 SALOMIX™ vertical agitatorsSALOMIX™ vertical agitators are used for mixing and agitating process liquids in demanding industrial applications.
SALOMIX™ vertical agitatorsSALOMIX™ vertical agitators are used for mixing and agitating process liquids in demanding industrial applications.
-
 SJT vertical pumpSJT pumps are typically used whenever a liquid needs to be pumped upward from ground water tables (deep well pumps), manmade underground storage (caverns) or open bodies of liquid. Fully updated hydraulics and mechanical designs make the SJT highly efficient, cost- effective, and low-maintenance.
SJT vertical pumpSJT pumps are typically used whenever a liquid needs to be pumped upward from ground water tables (deep well pumps), manmade underground storage (caverns) or open bodies of liquid. Fully updated hydraulics and mechanical designs make the SJT highly efficient, cost- effective, and low-maintenance.
-
 JTS standard vertical turbine pumpThe JTS vertical turbine pump integrates the tradition of providing Sulzer's highly engineered and reliable vertical turbine pump with the standardization of materials and configurations available in bowl sizes of 180 to 510 mm (7 to 20 inches).
JTS standard vertical turbine pumpThe JTS vertical turbine pump integrates the tradition of providing Sulzer's highly engineered and reliable vertical turbine pump with the standardization of materials and configurations available in bowl sizes of 180 to 510 mm (7 to 20 inches).
-
 SMD axially split casing double suction pumpThe SMD water pumps are available as standard and configured pumps to meet the demands of different water applications. With a best-in-class hydraulic design, the SMD pumps can take on challenges in raw, clean, sea and brackish water applications. The clean water pumps have ACS and NSF 61 drinking water certifications.
SMD axially split casing double suction pumpThe SMD water pumps are available as standard and configured pumps to meet the demands of different water applications. With a best-in-class hydraulic design, the SMD pumps can take on challenges in raw, clean, sea and brackish water applications. The clean water pumps have ACS and NSF 61 drinking water certifications.
-
 ZPP double suction, axially split single-stage centrifugal pumpZPP double-suction axially split single-stage centrifugal pumps are used for demanding high-capacity industrial applications to ensure process reliability, high efficiency, and low operating costs
ZPP double suction, axially split single-stage centrifugal pumpZPP double-suction axially split single-stage centrifugal pumps are used for demanding high-capacity industrial applications to ensure process reliability, high efficiency, and low operating costs
-
 Containerized solutionsModular, mobile water treatment solutions that integrate easily into your process. With fast availability, plug & play setup, and options to rent, lease, or buy, you gain flexibility and control. Automated technologies and real-time monitoring enhance efficiency and reduce environmental impact. Designed to lower infrastructure costs and optimize water savings, our systems are built to meet your operational needs.
Containerized solutionsModular, mobile water treatment solutions that integrate easily into your process. With fast availability, plug & play setup, and options to rent, lease, or buy, you gain flexibility and control. Automated technologies and real-time monitoring enhance efficiency and reduce environmental impact. Designed to lower infrastructure costs and optimize water savings, our systems are built to meet your operational needs.





