- Convenient handling - lightweight silumin parts makes transport, handling and installation easy.
- Reliable due to compact and robust design
- Low maintenance costs due to modular design
- Wear resistance – one investment, years of cost-efficient pumping
- Complete supply – MSHA approved pump and panel
Submersible drainage pump J MEX (MSHA) - Available in the USA only
Full range MSHA approved dewatering pumps
Submersible dewatering pumps J 10 - 350 MEX in lightweight, portable and robust wear resistant design dedicated to handle dirty water in underground coal mines requesting MSHA (Mine Safety and Health Administration) and D.O.E.R. (Pennsylvania Department of Environmental Resources) approval. Sulzer also offers a full range of MSHA approved pumps for the US market.
- Water and dirty water mixed with light abrasive liquids
Main design features
- Stainless steel impeller, shaft and hardware as well as adjustable wear parts in oil resistant nitrile rubber provide a long life and high efficiency
- Double outer casing and good heat convection enable the pump to operate continuously at low levels – or even run dry without damaging the motor
- Compact design with durable silumin housing and mechanical shaft seals in silicon carbide provide a pump that you can rely on
- Seal minder moisture detector protects the pump if seal leakage occurs
- The high-efficiency motor and new hydraulics combine with low-friction bearings to reduce power losses
- Thermal overload protection shuts off the pump upon an overtemperature condition
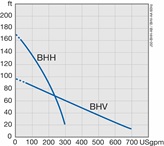
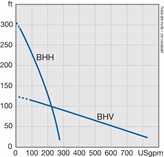
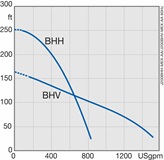
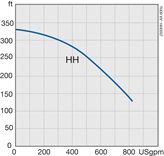
- Conversion between high-volume and high-head hydraulics is managed with only a few parts, ensuring the right performance for the application
- Rigid stainless-steel shaft with heavy-duty bearings gives vibration free operation
- All J MEX series are equipped with MSHA approved power cable and are supplied with a manual or automatic control panel
Key characteristics
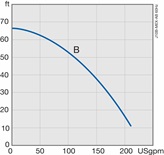
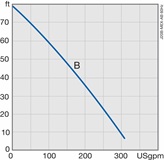
| Capacities | up to 1’500 USgpm |
| Heads | up to 340 ft. |
| Temperatures | up to 104ºF |
| Motor power | up to 59.8 HP |


