The modern and silent HST™ turbocompressor features an advanced design with proven magnetic bearing technology and a high-speed motor driven through a built-in frequency converter. HST turbo blowers are widely used in wastewater treatment plants and in low-pressure industrial processes.
The HST turbocompressor includes a wide range of blower models with corresponding accessories. Each
model is designed for a specific airflow, pressure, and power range to match different process requirements.
The HST turbocompressor combines the high efficiency of turbo compression technology and state-of-the-art high-speed motors with active magnetic bearings.
As the magnetic bearing-based compressor levitates the rotor before starting, there is no mechanical wear from repeated starts and stops.
The HST compressor is designed for low noise operation. Integrated silencers are included in the package.
Multiple units can work together to maximize energy savings and minimize the carbon footprint. Legacy machines like roots-type, multistage centrifugal or screw blowers can operate in parallel without issues.
With a small footprint, no mechanical wearing parts, and no liquids inside, the HST requires only minimal maintenance. There are no scheduled overhauls during the lifetime of the equipment.
Large flow air supply for aeration of wastewater provided by a group of turbo compressors
In aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.
The target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.
Maximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.
Sulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
We support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.
When planning new water treatment plants or upgrading existing ones, operating costs are as important as investment costs. Sulzer’s innovative pumps, mixers and compressors combine reliable treatment performance with superior energy efficiency.
Treated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow.
Aeration is a critical process in any water treatment plant, so operators must ensure that blowers operate efficiently and reliably. Consequently, when Severn Trent decided to replace eight units at Derby Sewage Treatment Works to reduce the risk of downtime, six HST 20 turbocompressors from Sulzer were chosen.
Aeration systems are among the biggest energy consumers in a wastewater treatment facility and they can be a maintenance challenge too. To keep costs under control, plant operators have a choice of designs to upgrade to blowers that run efficiently and reliably under all expected operating conditions.
Founded in 1971, Refineria del Centro is a major company in Argentina
manufacturing and commercializing various types of food products,
including edible and refined oils and fats. Its modern factory near
Cordoba is ISO 22000 certified, ensuring all food handling and
processing are performed to a high standard of hygiene.
Air is one of the most important elements used in wastewater treatment processes. Activated sludge systems require proper aeration of the wastewater to ensure the biological decomposition of organic compounds. However, while air costs nothing, the systems required to deliver it can account for 50 to 90% of the energy consumption of a plant. Therefore, the decisions made with respect to this equipment can have a significant impact on running costs.
Nine tips for reducing wastewater treatment plant energy use
Within the water treatment industry, aeration processes consume the most energy. However, costs for electricity are continuing to rise, even for large customers that are accustomed to negotiating lower than average prices. Reviewing current processes and taking advantage of some modern technology are just two ways to potentially reduce running costs.
In the wastewater industry, aeration processes are essential to achieving high water quality standards, but they can also be one of the largest energy consumers. This combination makes reliability and energy efficiency very important factors when operators are looking to replace existing blowers or install a new process.
In demanding water treatment applications, utilities need equipment that provides excellent reliability as well as high efficiency and availability throughout its working life. Those attributes are leading a growing number of water companies to specify Sulzer’s HST™ turbocompressors in new build and upgrade projects.
The E_OS (Energy Optimization through Sludge Treatment) project on the edge of Vienna is a pioneering facility designed to transform the Austrian capital’s wastewater treatment plant from a major energy consumer into a net producer. Important parts of the project therefore include maximizing energy efficiency and optimizing power generation.
With an eye firmly on energy economy, Aqualter, the constructors and operators of the Chartres Métropole wastewater treatment plant and owners of the facility, have opted for magnetic bearing technology for the production of the compressed air required for basin aeration.
Sulzer’s HST™ turbocompressors were specifically designed for the water industry’s need for high volume, low pressure air to feed aeration tanks. Four of the company’s first-generation HST 2500 machines have been doing that job for almost two decades at the Deventer wastewater treatment plant in the Netherlands. Now the plant’s owners have worked with Sulzer engineers and partners to upgrade its existing units with three latest generation machines.
The aeration blowers at the Surbiton Park wastewater treatment plant (WWTP) in Melton, Victoria and the near-by Sunbury WWTP in Australia needed to be upgraded as the existing units were inefficient and the plant needed to expand capacity due to increasing local population. The Surbiton Park Plant was expanded from 8 mld (million litres per day) to 18 mld. The Sunbury upgrade focused on efficiency improvement without capacity increase.
If there’s a way for the Upper Fraser Valley Wastewater Treatment Plant in Fraser, Colorado, to do things better, improvements are made. If something needs to be fixed, it gets fixed.
The town of Fraser, Colorado, USA, is the coldest town in the lower 48 states and gets frost year-round. At an elevation of 8’574 feet (2’613 m), it is the highest location for our HST 20 turbocompressor in the world replacing older centrifugal blowers, which were loud and costly to operate.
Shortland is a suburb of Newcastle, New South Wales, Australia, located 12 kilometres from Newcastle’s central business district. It was named after Lt. John Shortland, master’s mate of the Sirius, the escorting vessel to Australia’s First Fleet. Shortland has a population of only 3’700, but the plant serves a much wider area processing 9.6 Ml/day (9’600 m³/day). The blower purchase was part of the Shortland Alum Dosing & Aeration Upgrade project and it included four Sulzer HST™ turbocompressors to replace two old positive displacement blowers and one practically new competing high-speed turbocompressor. The machines were installed in mid-2014.
Victoria, Texas, is a small South Texas town of approx. 65’000 people just 30 miles inland from the Gulf of Mexico. This location displays one of the most extreme temperature differentials in the United States which puts an extra challenge on equipment and the HST high-speed blower was used as part of the solution.
Concerns with high maintenance costs and regular failures of the aeration blowers at Hendon Sewage Treatment Works (STW) prompted Northumbrian Water (NWL) to look for a long-term solution. Following their first order of HST blowers at Howden STW, they asked Sulzer to help.
The turbocompressor has become a mainstay of modern water treatment technology, offering a mechanically simple design, reliability and good energy efficiency. Ideally suited for the production of large volumes of compressed air at relatively low pressure, they rely on bearings that can spin at high speeds with minimal resistance and for extended periods. Today, the market is dominated by two rival technologies: air foil bearings and active magnetic bearings.
An innovative compressor design proves that industrial equipment can deliver high performance, low through-life costs and a smaller environmental footprint. Sulzer’s HST turbocompressor shows how a forward-thinking attitude to design, manufacturing and through-life support enables products to meet the goals of the circular economy.
The wastewater treatment plant of Sögel in Germany with approximately 16'000 inhabitants treats domestic and also industrial wastewater from food industry factories. As part of an upgrade, Sulzer delivered five turbocompressors type ABS HST.
The Township of Neptune Sewerage Authority (TNSA) owns and operates a wastewater treatment plant that serves Neptune and its surrounding neighborhoods. The plant is rated at an annual average flow of 8.5 million gallons per day (MGD).
Ballarat is a city located at the Yarrowee River in the Central Highlands of Victoria, Australia, with around 101’600 inhabitants. The Ballarat South Wastewater Treatment Plant (BSWWTP) has undergone an AUD 10 million upgrade, including the installation of a new clarifier. A new aeration system with three Sulzer HST™ turbocompressors to replace the old positive displacement blowers has also been installed. This enables optimum biological nutrient removal and a reduction in energy consumption and greenhouse gas emissions by over 30 per cent.
The biological treatment plant of the client's paper mill cleans both the mill’s effluents and the municipal wastewater of the nearby city area. Sulzer’s HST turbocompressors brought significant energy savings and noise reduction to the blower station.
The turbocompressors cover the whole range of the required air volumes. The precise control and adjustment play a major role in saving energy. According to the calculations of the operator, the investment will be amortized in less than five years.
This industrial wastewater treatment plant (IWWTP) is one of the largest in the country. During the past years, the plant has seen a series of upgrades and extensions, including average flow increases and the addition of a tertiary filtration process. As part of the latest upgrade, Sulzer delivered two HST turbocompressors for aeration of the biological basins.
Norske Skog Boyer Mill in Tasmania is a TMP newsprint mill that has produced paper continuously since 1949. A wastewater treatment plant comprising a central moving bed bioreactor (MBBR) and outer activated sludge tank (AST) treats up to 25’000 m³/d of process effluent. Four sets of HST™ turbocompressors play an essential role in the supply of air for efficient aerobic biological treatment. The compressors feed nine subermersible OKI aerator mixers in the AST and the aeration grid in the MBBR.
Lyonnaise des Eaux, operator of the wastewater treatment plant of Laon (40’000 population equivalent), and the urban community of Pays de Laon as owner of the plant wanted to improve the energy performance of the plant with a compressor that supplies air to the aeration system.
The Ardo frozen vegetables factory in Koolskamp, Belgium, has its own wastewater treatment plant with an anaerobic digester, aerated biological basins and a tertiary filtration stage with UF and RO membranes. Most of the treated water can be reused on site. To further improve the efficiency of the WWTP, Ardo decided to progressively replace the old surface aerators in the biological basins by optimally-adapted equipment.
Today, we are increasingly concerned about the environment and sustainable development. Industries are looking for solutions that reduce both energy consumption and carbon footprint – and at the same time increase equipment efficiency and reliability. When it comes to the production of compressed air, all this can be achieved with Sulzer’s centrifugal air turbocompressors driven by an electric motor. Sulzer’s product range includes turbocompressors for both low-pressure industrial applications (HST) and industrial compressed air supply networks (HSR). Read the whole article.
Focused on reducing energy consumption, Saur has placed its trust in Sulzer by installing the latest generation of air compression equipment at the Furania station.
Sulzer technology is playing a key role in Energiefabriek West, an innovative bio-power scheme in the Netherlands. The Rivierenland Water Authority in the Netherlands is investing in new infrastructure to improve the performance of its wastewater treatment systems while also reducing its impact on the environment. The utility is aiming to become energy neutral by 2030, and Sulzer technology is helping it to realize this goal.
Since installing four Sulzer HST turbocompressors in 2012, Severn Trent’s Rushmoor wastewater treatment has enjoyed a significant reduction in maintenance costs, energy consumption and unplanned downtime. That experience has led to the company installing another four Sulzer HSTs during its most recent facility upgrade.
Until the middle of last year, aging blowers were a constant headache for the operations team at the Linz-Asten sewage treatment works. The site’s integrally geared, single stage centrifugal blowers were temperamental and failure-prone, with absorbing around EUR 40’000 a year in maintenance costs. The twenty year old blowers were noisy too; so loud that you could not work in this area without strong hearing protection and it was a very heavy burden for the maintenance staff. Upgrading to Sulzer turbocompressor technology has addressed both issues at a stroke while also helping the plant to reduce its energy costs and carbon footprint.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
We call the HST a high-speed turbocompressor. Some would certainly call it a turbo blower or a high-speed blower. So, what is the difference between a blower and a compressor?
Let’s start with a fan. This is designed just to move air and will not compress it at all. Thus, the back pressures handled by fans are registered in millibars. Most would say that the maximum pressure increase you can expect from a fan is a tenth of a bar but there are fan designs with multiple stages that will go higher than that.
A blower would be seen as starting from that tenth of a bar and specifically designed to increase the pressure. That is why some call a blower a low-pressure compressor. So yes, the HST is a compressor in that it increases air pressure by more than one bar (some models).
A typical maximum pressure for a blower would be one bar gauge pressure but some definitions put the limit much lower, at say 0.3 bar.
Moving beyond the blower or the low-pressure compressor, we come to compressors designed for the supply of compressed air for workshops or factory compressed air networks. That is why some define low pressure compressors as being anything below the 6-9 bars used in these applications.
So, to make it very simple, a low-pressure compressor or blower delivers high flow like a fan but at a higher pressure. It is a compressor but its main duty is not to supply compressed air.
Feel free to call the HST a compressor, a blower or a low-pressure compressor. Regardless of what you call it, you will get a highly efficient, reliable and silent machine that will last for a long time.
Sulzer is the expert not only when it comes to supplying your equipment, but also when it comes to supporting it throughout its life cycle with over 140 years’ experience. It is essential to have continuously operating equipment in water- and wastewater treatment plants and that is why Sulzer offers service and technical support when you need it.
How can we help you?
Talk or write to our experts to find your best solution.


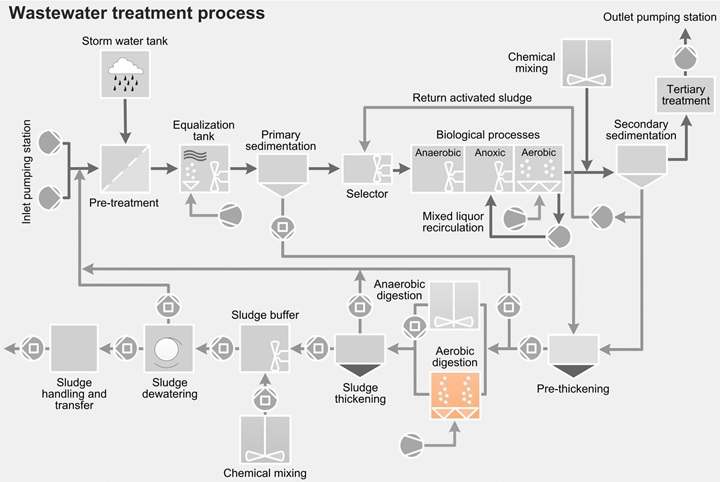 Aerobic digestionIn aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.
Aerobic digestionIn aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.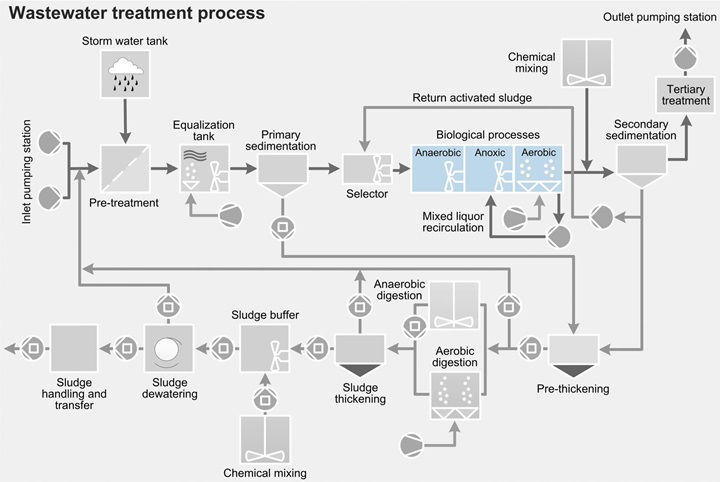 Biological processThe target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.
Biological processThe target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes. Copper applicationsMaximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.
Copper applicationsMaximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments. Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes. Industry verticalsWe support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.
Industry verticalsWe support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries. Municipal clean water treatmentWhen planning new water treatment plants or upgrading existing ones, operating costs are as important as investment costs. Sulzer’s innovative pumps, mixers and compressors combine reliable treatment performance with superior energy efficiency.
Municipal clean water treatmentWhen planning new water treatment plants or upgrading existing ones, operating costs are as important as investment costs. Sulzer’s innovative pumps, mixers and compressors combine reliable treatment performance with superior energy efficiency.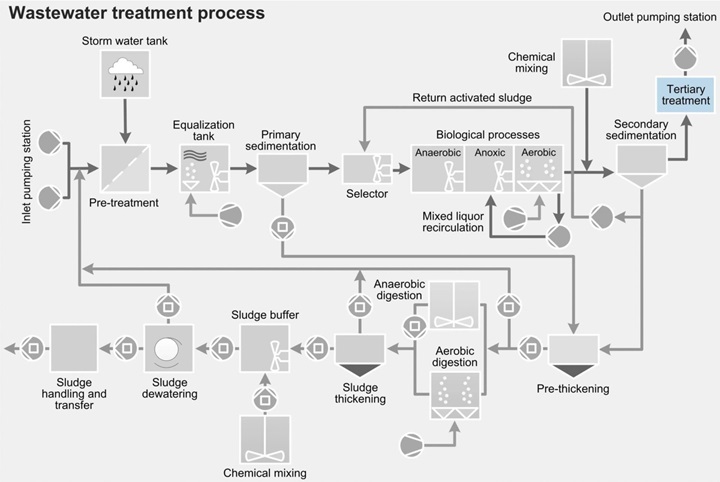 Tertiary treatmentTreated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow.
Tertiary treatmentTreated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow. Upgrade to HST™ turbocompressor yields energy and treatment improvementsReplacing a critical positive displacement blower with a Sulzer HST turbocompressor results in significant efficiencies and a facility upgrade.
Upgrade to HST™ turbocompressor yields energy and treatment improvementsReplacing a critical positive displacement blower with a Sulzer HST turbocompressor results in significant efficiencies and a facility upgrade. Sulzer installs six HST 20 turbocompressors for Severn TrentAeration is a critical process in any water treatment plant, so operators must ensure that blowers operate efficiently and reliably. Consequently, when Severn Trent decided to replace eight units at Derby Sewage Treatment Works to reduce the risk of downtime, six HST 20 turbocompressors from Sulzer were chosen.
Sulzer installs six HST 20 turbocompressors for Severn TrentAeration is a critical process in any water treatment plant, so operators must ensure that blowers operate efficiently and reliably. Consequently, when Severn Trent decided to replace eight units at Derby Sewage Treatment Works to reduce the risk of downtime, six HST 20 turbocompressors from Sulzer were chosen. Selecting the right blower technology for optimum performance of a wastewater treatment systemAeration systems are among the biggest energy consumers in a wastewater treatment facility and they can be a maintenance challenge too. To keep costs under control, plant operators have a choice of designs to upgrade to blowers that run efficiently and reliably under all expected operating conditions.
Selecting the right blower technology for optimum performance of a wastewater treatment systemAeration systems are among the biggest energy consumers in a wastewater treatment facility and they can be a maintenance challenge too. To keep costs under control, plant operators have a choice of designs to upgrade to blowers that run efficiently and reliably under all expected operating conditions. Sulzer turbocompressors offer total control over yeast fermentation processFounded in 1971, Refineria del Centro is a major company in Argentina manufacturing and commercializing various types of food products, including edible and refined oils and fats. Its modern factory near Cordoba is ISO 22000 certified, ensuring all food handling and processing are performed to a high standard of hygiene.
Sulzer turbocompressors offer total control over yeast fermentation processFounded in 1971, Refineria del Centro is a major company in Argentina manufacturing and commercializing various types of food products, including edible and refined oils and fats. Its modern factory near Cordoba is ISO 22000 certified, ensuring all food handling and processing are performed to a high standard of hygiene. Delivering cost savings for wastewater treatmentAir is one of the most important elements used in wastewater treatment processes. Activated sludge systems require proper aeration of the wastewater to ensure the biological decomposition of organic compounds. However, while air costs nothing, the systems required to deliver it can account for 50 to 90% of the energy consumption of a plant. Therefore, the decisions made with respect to this equipment can have a significant impact on running costs.
Delivering cost savings for wastewater treatmentAir is one of the most important elements used in wastewater treatment processes. Activated sludge systems require proper aeration of the wastewater to ensure the biological decomposition of organic compounds. However, while air costs nothing, the systems required to deliver it can account for 50 to 90% of the energy consumption of a plant. Therefore, the decisions made with respect to this equipment can have a significant impact on running costs. Nine tips for reducing wastewater treatment plant energy useNine tips for reducing wastewater treatment plant energy use Within the water treatment industry, aeration processes consume the most energy. However, costs for electricity are continuing to rise, even for large customers that are accustomed to negotiating lower than average prices. Reviewing current processes and taking advantage of some modern technology are just two ways to potentially reduce running costs.
Nine tips for reducing wastewater treatment plant energy useNine tips for reducing wastewater treatment plant energy use Within the water treatment industry, aeration processes consume the most energy. However, costs for electricity are continuing to rise, even for large customers that are accustomed to negotiating lower than average prices. Reviewing current processes and taking advantage of some modern technology are just two ways to potentially reduce running costs. Selecting the right blower for reliability and cost-effective operationIn the wastewater industry, aeration processes are essential to achieving high water quality standards, but they can also be one of the largest energy consumers. This combination makes reliability and energy efficiency very important factors when operators are looking to replace existing blowers or install a new process.
Selecting the right blower for reliability and cost-effective operationIn the wastewater industry, aeration processes are essential to achieving high water quality standards, but they can also be one of the largest energy consumers. This combination makes reliability and energy efficiency very important factors when operators are looking to replace existing blowers or install a new process. Sulzer’s HSTs deliver decades of savingsIn demanding water treatment applications, utilities need equipment that provides excellent reliability as well as high efficiency and availability throughout its working life. Those attributes are leading a growing number of water companies to specify Sulzer’s HST™ turbocompressors in new build and upgrade projects.
Sulzer’s HSTs deliver decades of savingsIn demanding water treatment applications, utilities need equipment that provides excellent reliability as well as high efficiency and availability throughout its working life. Those attributes are leading a growing number of water companies to specify Sulzer’s HST™ turbocompressors in new build and upgrade projects. Vienna’s climate-neutral wastewater treatment plant gets efficiency boost with Sulzer technologiesThe E_OS (Energy Optimization through Sludge Treatment) project on the edge of Vienna is a pioneering facility designed to transform the Austrian capital’s wastewater treatment plant from a major energy consumer into a net producer. Important parts of the project therefore include maximizing energy efficiency and optimizing power generation.
Vienna’s climate-neutral wastewater treatment plant gets efficiency boost with Sulzer technologiesThe E_OS (Energy Optimization through Sludge Treatment) project on the edge of Vienna is a pioneering facility designed to transform the Austrian capital’s wastewater treatment plant from a major energy consumer into a net producer. Important parts of the project therefore include maximizing energy efficiency and optimizing power generation. Chartres wastewater treatment plant uses HST™ turbocompressors to boost energy efficiencyWith an eye firmly on energy economy, Aqualter, the constructors and operators of the Chartres Métropole wastewater treatment plant and owners of the facility, have opted for magnetic bearing technology for the production of the compressed air required for basin aeration.
Chartres wastewater treatment plant uses HST™ turbocompressors to boost energy efficiencyWith an eye firmly on energy economy, Aqualter, the constructors and operators of the Chartres Métropole wastewater treatment plant and owners of the facility, have opted for magnetic bearing technology for the production of the compressed air required for basin aeration. New compressors dramatically increase efficiency at wastewater treatment plantsThe aeration blowers at the Surbiton Park wastewater treatment plant (WWTP) in Melton, Victoria and the near-by Sunbury WWTP in Australia needed to be upgraded as the existing units were inefficient and the plant needed to expand capacity due to increasing local population. The Surbiton Park Plant was expanded from 8 mld (million litres per day) to 18 mld. The Sunbury upgrade focused on efficiency improvement without capacity increase.
New compressors dramatically increase efficiency at wastewater treatment plantsThe aeration blowers at the Surbiton Park wastewater treatment plant (WWTP) in Melton, Victoria and the near-by Sunbury WWTP in Australia needed to be upgraded as the existing units were inefficient and the plant needed to expand capacity due to increasing local population. The Surbiton Park Plant was expanded from 8 mld (million litres per day) to 18 mld. The Sunbury upgrade focused on efficiency improvement without capacity increase. Can-do mindset saves wastewater treatment plant USD 30'000 annuallyIf there’s a way for the Upper Fraser Valley Wastewater Treatment Plant in Fraser, Colorado, to do things better, improvements are made. If something needs to be fixed, it gets fixed.
Can-do mindset saves wastewater treatment plant USD 30'000 annuallyIf there’s a way for the Upper Fraser Valley Wastewater Treatment Plant in Fraser, Colorado, to do things better, improvements are made. If something needs to be fixed, it gets fixed. HST™ turbocompressor for sky-high savings in wastewater treatmentThe town of Fraser, Colorado, USA, is the coldest town in the lower 48 states and gets frost year-round. At an elevation of 8’574 feet (2’613 m), it is the highest location for our HST 20 turbocompressor in the world replacing older centrifugal blowers, which were loud and costly to operate.
HST™ turbocompressor for sky-high savings in wastewater treatmentThe town of Fraser, Colorado, USA, is the coldest town in the lower 48 states and gets frost year-round. At an elevation of 8’574 feet (2’613 m), it is the highest location for our HST 20 turbocompressor in the world replacing older centrifugal blowers, which were loud and costly to operate. New compressors fulfil a wide range of flow requirementsShortland is a suburb of Newcastle, New South Wales, Australia, located 12 kilometres from Newcastle’s central business district. It was named after Lt. John Shortland, master’s mate of the Sirius, the escorting vessel to Australia’s First Fleet. Shortland has a population of only 3’700, but the plant serves a much wider area processing 9.6 Ml/day (9’600 m³/day). The blower purchase was part of the Shortland Alum Dosing & Aeration Upgrade project and it included four Sulzer HST™ turbocompressors to replace two old positive displacement blowers and one practically new competing high-speed turbocompressor. The machines were installed in mid-2014.
New compressors fulfil a wide range of flow requirementsShortland is a suburb of Newcastle, New South Wales, Australia, located 12 kilometres from Newcastle’s central business district. It was named after Lt. John Shortland, master’s mate of the Sirius, the escorting vessel to Australia’s First Fleet. Shortland has a population of only 3’700, but the plant serves a much wider area processing 9.6 Ml/day (9’600 m³/day). The blower purchase was part of the Shortland Alum Dosing & Aeration Upgrade project and it included four Sulzer HST™ turbocompressors to replace two old positive displacement blowers and one practically new competing high-speed turbocompressor. The machines were installed in mid-2014. HST™ turbocompressor survives a category 4 hurricaneVictoria, Texas, is a small South Texas town of approx. 65’000 people just 30 miles inland from the Gulf of Mexico. This location displays one of the most extreme temperature differentials in the United States which puts an extra challenge on equipment and the HST high-speed blower was used as part of the solution.
HST™ turbocompressor survives a category 4 hurricaneVictoria, Texas, is a small South Texas town of approx. 65’000 people just 30 miles inland from the Gulf of Mexico. This location displays one of the most extreme temperature differentials in the United States which puts an extra challenge on equipment and the HST high-speed blower was used as part of the solution. HST™ reliability and fast delivery wins NWL orderConcerns with high maintenance costs and regular failures of the aeration blowers at Hendon Sewage Treatment Works (STW) prompted Northumbrian Water (NWL) to look for a long-term solution. Following their first order of HST blowers at Howden STW, they asked Sulzer to help.
HST™ reliability and fast delivery wins NWL orderConcerns with high maintenance costs and regular failures of the aeration blowers at Hendon Sewage Treatment Works (STW) prompted Northumbrian Water (NWL) to look for a long-term solution. Following their first order of HST blowers at Howden STW, they asked Sulzer to help. Magnetic vs. air foil bearingsThe turbocompressor has become a mainstay of modern water treatment technology, offering a mechanically simple design, reliability and good energy efficiency. Ideally suited for the production of large volumes of compressed air at relatively low pressure, they rely on bearings that can spin at high speeds with minimal resistance and for extended periods. Today, the market is dominated by two rival technologies: air foil bearings and active magnetic bearings.
Magnetic vs. air foil bearingsThe turbocompressor has become a mainstay of modern water treatment technology, offering a mechanically simple design, reliability and good energy efficiency. Ideally suited for the production of large volumes of compressed air at relatively low pressure, they rely on bearings that can spin at high speeds with minimal resistance and for extended periods. Today, the market is dominated by two rival technologies: air foil bearings and active magnetic bearings. Taking a spin through the circular economyMay 20, 2020An innovative compressor design proves that industrial equipment can deliver high performance, low through-life costs and a smaller environmental footprint. Sulzer’s HST turbocompressor shows how a forward-thinking attitude to design, manufacturing and through-life support enables products to meet the goals of the circular economy.
Taking a spin through the circular economyMay 20, 2020An innovative compressor design proves that industrial equipment can deliver high performance, low through-life costs and a smaller environmental footprint. Sulzer’s HST turbocompressor shows how a forward-thinking attitude to design, manufacturing and through-life support enables products to meet the goals of the circular economy. Advanced turbocompressor design with proven magnetic bearing technologyThe wastewater treatment plant of Sögel in Germany with approximately 16'000 inhabitants treats domestic and also industrial wastewater from food industry factories. As part of an upgrade, Sulzer delivered five turbocompressors type ABS HST.
Advanced turbocompressor design with proven magnetic bearing technologyThe wastewater treatment plant of Sögel in Germany with approximately 16'000 inhabitants treats domestic and also industrial wastewater from food industry factories. As part of an upgrade, Sulzer delivered five turbocompressors type ABS HST. HST turbocompressor exceeds energy savings goal at the township of NeptuneThe Township of Neptune Sewerage Authority (TNSA) owns and operates a wastewater treatment plant that serves Neptune and its surrounding neighborhoods. The plant is rated at an annual average flow of 8.5 million gallons per day (MGD).
HST turbocompressor exceeds energy savings goal at the township of NeptuneThe Township of Neptune Sewerage Authority (TNSA) owns and operates a wastewater treatment plant that serves Neptune and its surrounding neighborhoods. The plant is rated at an annual average flow of 8.5 million gallons per day (MGD). HST turbocompressor for efficient aeration with low environmental impactBallarat is a city located at the Yarrowee River in the Central Highlands of Victoria, Australia, with around 101’600 inhabitants. The Ballarat South Wastewater Treatment Plant (BSWWTP) has undergone an AUD 10 million upgrade, including the installation of a new clarifier. A new aeration system with three Sulzer HST™ turbocompressors to replace the old positive displacement blowers has also been installed. This enables optimum biological nutrient removal and a reduction in energy consumption and greenhouse gas emissions by over 30 per cent.
HST turbocompressor for efficient aeration with low environmental impactBallarat is a city located at the Yarrowee River in the Central Highlands of Victoria, Australia, with around 101’600 inhabitants. The Ballarat South Wastewater Treatment Plant (BSWWTP) has undergone an AUD 10 million upgrade, including the installation of a new clarifier. A new aeration system with three Sulzer HST™ turbocompressors to replace the old positive displacement blowers has also been installed. This enables optimum biological nutrient removal and a reduction in energy consumption and greenhouse gas emissions by over 30 per cent. HST turbocompressors save energy and reduce noise levelThe biological treatment plant of the client's paper mill cleans both the mill’s effluents and the municipal wastewater of the nearby city area. Sulzer’s HST turbocompressors brought significant energy savings and noise reduction to the blower station.
HST turbocompressors save energy and reduce noise levelThe biological treatment plant of the client's paper mill cleans both the mill’s effluents and the municipal wastewater of the nearby city area. Sulzer’s HST turbocompressors brought significant energy savings and noise reduction to the blower station. Sulzer's solution cuts operating costs in wastewater treatmentThe turbocompressors cover the whole range of the required air volumes. The precise control and adjustment play a major role in saving energy. According to the calculations of the operator, the investment will be amortized in less than five years.
Sulzer's solution cuts operating costs in wastewater treatmentThe turbocompressors cover the whole range of the required air volumes. The precise control and adjustment play a major role in saving energy. According to the calculations of the operator, the investment will be amortized in less than five years. Optimal design of wastewater treatment installation saves energyThis industrial wastewater treatment plant (IWWTP) is one of the largest in the country. During the past years, the plant has seen a series of upgrades and extensions, including average flow increases and the addition of a tertiary filtration process. As part of the latest upgrade, Sulzer delivered two HST turbocompressors for aeration of the biological basins.
Optimal design of wastewater treatment installation saves energyThis industrial wastewater treatment plant (IWWTP) is one of the largest in the country. During the past years, the plant has seen a series of upgrades and extensions, including average flow increases and the addition of a tertiary filtration process. As part of the latest upgrade, Sulzer delivered two HST turbocompressors for aeration of the biological basins. Air for efficient aerobic biological treatmentNorske Skog Boyer Mill in Tasmania is a TMP newsprint mill that has produced paper continuously since 1949. A wastewater treatment plant comprising a central moving bed bioreactor (MBBR) and outer activated sludge tank (AST) treats up to 25’000 m³/d of process effluent. Four sets of HST™ turbocompressors play an essential role in the supply of air for efficient aerobic biological treatment. The compressors feed nine subermersible OKI aerator mixers in the AST and the aeration grid in the MBBR.
Air for efficient aerobic biological treatmentNorske Skog Boyer Mill in Tasmania is a TMP newsprint mill that has produced paper continuously since 1949. A wastewater treatment plant comprising a central moving bed bioreactor (MBBR) and outer activated sludge tank (AST) treats up to 25’000 m³/d of process effluent. Four sets of HST™ turbocompressors play an essential role in the supply of air for efficient aerobic biological treatment. The compressors feed nine subermersible OKI aerator mixers in the AST and the aeration grid in the MBBR. HST™ for energy savings and reduced maintenanceLyonnaise des Eaux, operator of the wastewater treatment plant of Laon (40’000 population equivalent), and the urban community of Pays de Laon as owner of the plant wanted to improve the energy performance of the plant with a compressor that supplies air to the aeration system.
HST™ for energy savings and reduced maintenanceLyonnaise des Eaux, operator of the wastewater treatment plant of Laon (40’000 population equivalent), and the urban community of Pays de Laon as owner of the plant wanted to improve the energy performance of the plant with a compressor that supplies air to the aeration system. Aeration system improves wastewater treatment in a frozen vegetables plantThe Ardo frozen vegetables factory in Koolskamp, Belgium, has its own wastewater treatment plant with an anaerobic digester, aerated biological basins and a tertiary filtration stage with UF and RO membranes. Most of the treated water can be reused on site. To further improve the efficiency of the WWTP, Ardo decided to progressively replace the old surface aerators in the biological basins by optimally-adapted equipment.
Aeration system improves wastewater treatment in a frozen vegetables plantThe Ardo frozen vegetables factory in Koolskamp, Belgium, has its own wastewater treatment plant with an anaerobic digester, aerated biological basins and a tertiary filtration stage with UF and RO membranes. Most of the treated water can be reused on site. To further improve the efficiency of the WWTP, Ardo decided to progressively replace the old surface aerators in the biological basins by optimally-adapted equipment. HST™ and HSR high-speed turbocompressors for truly oil-free airToday, we are increasingly concerned about the environment and sustainable development. Industries are looking for solutions that reduce both energy consumption and carbon footprint – and at the same time increase equipment efficiency and reliability. When it comes to the production of compressed air, all this can be achieved with Sulzer’s centrifugal air turbocompressors driven by an electric motor. Sulzer’s product range includes turbocompressors for both low-pressure industrial applications (HST) and industrial compressed air supply networks (HSR). Read the whole article.
HST™ and HSR high-speed turbocompressors for truly oil-free airToday, we are increasingly concerned about the environment and sustainable development. Industries are looking for solutions that reduce both energy consumption and carbon footprint – and at the same time increase equipment efficiency and reliability. When it comes to the production of compressed air, all this can be achieved with Sulzer’s centrifugal air turbocompressors driven by an electric motor. Sulzer’s product range includes turbocompressors for both low-pressure industrial applications (HST) and industrial compressed air supply networks (HSR). Read the whole article. HST turbocompressors in Furania wastewater treatment plantFocused on reducing energy consumption, Saur has placed its trust in Sulzer by installing the latest generation of air compression equipment at the Furania station.
HST turbocompressors in Furania wastewater treatment plantFocused on reducing energy consumption, Saur has placed its trust in Sulzer by installing the latest generation of air compression equipment at the Furania station. Ensuring the right mixSulzer technology is playing a key role in Energiefabriek West, an innovative bio-power scheme in the Netherlands. The Rivierenland Water Authority in the Netherlands is investing in new infrastructure to improve the performance of its wastewater treatment systems while also reducing its impact on the environment. The utility is aiming to become energy neutral by 2030, and Sulzer technology is helping it to realize this goal.
Ensuring the right mixSulzer technology is playing a key role in Energiefabriek West, an innovative bio-power scheme in the Netherlands. The Rivierenland Water Authority in the Netherlands is investing in new infrastructure to improve the performance of its wastewater treatment systems while also reducing its impact on the environment. The utility is aiming to become energy neutral by 2030, and Sulzer technology is helping it to realize this goal. Sulzer HST turbocompressors provide substantial OPEX savings for UK Water CompanySince installing four Sulzer HST turbocompressors in 2012, Severn Trent’s Rushmoor wastewater treatment has enjoyed a significant reduction in maintenance costs, energy consumption and unplanned downtime. That experience has led to the company installing another four Sulzer HSTs during its most recent facility upgrade.
Sulzer HST turbocompressors provide substantial OPEX savings for UK Water CompanySince installing four Sulzer HST turbocompressors in 2012, Severn Trent’s Rushmoor wastewater treatment has enjoyed a significant reduction in maintenance costs, energy consumption and unplanned downtime. That experience has led to the company installing another four Sulzer HSTs during its most recent facility upgrade. Sulzer’s turbocompressors cut maintenance overheads, energy consumption and noise for Austrian wastewater plantUntil the middle of last year, aging blowers were a constant headache for the operations team at the Linz-Asten sewage treatment works. The site’s integrally geared, single stage centrifugal blowers were temperamental and failure-prone, with absorbing around EUR 40’000 a year in maintenance costs. The twenty year old blowers were noisy too; so loud that you could not work in this area without strong hearing protection and it was a very heavy burden for the maintenance staff. Upgrading to Sulzer turbocompressor technology has addressed both issues at a stroke while also helping the plant to reduce its energy costs and carbon footprint.
Sulzer’s turbocompressors cut maintenance overheads, energy consumption and noise for Austrian wastewater plantUntil the middle of last year, aging blowers were a constant headache for the operations team at the Linz-Asten sewage treatment works. The site’s integrally geared, single stage centrifugal blowers were temperamental and failure-prone, with absorbing around EUR 40’000 a year in maintenance costs. The twenty year old blowers were noisy too; so loud that you could not work in this area without strong hearing protection and it was a very heavy burden for the maintenance staff. Upgrading to Sulzer turbocompressor technology has addressed both issues at a stroke while also helping the plant to reduce its energy costs and carbon footprint. Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability. Service for turbocompressors and aeratorsSulzer is the expert not only when it comes to supplying your equipment, but also when it comes to supporting it throughout its life cycle with over 140 years’ experience. It is essential to have continuously operating equipment in water- and wastewater treatment plants and that is why Sulzer offers service and technical support when you need it.
Service for turbocompressors and aeratorsSulzer is the expert not only when it comes to supplying your equipment, but also when it comes to supporting it throughout its life cycle with over 140 years’ experience. It is essential to have continuously operating equipment in water- and wastewater treatment plants and that is why Sulzer offers service and technical support when you need it.

