O moderno e silencioso turbocompressor HST™ possui um design avançado com a tecnologia consagrada de rolamentos magnéticos e motor de alta velocidade, acionado por um inversor de frequência embutido. Os turbo sopradores HST são amplamente utilizados em plantas de tratamento de esgoto e processos industriais de baixa pressão.
O turbocompressor HST inclui uma ampla linha de modelos de sopradores com os acessórios correspondentes. Cada
modelo é projetado para uma faixa específica de vazão de ar, pressão e potência, para atender a diferentes requisitos de processo.
O turbocompressor HST combina a alta eficiência da tecnologia de compressão por turbocom motores de alta velocidade de última geração equipados com mancais magnéticos ativos.
Como o compressor com mancal magnético levita o rotor antes da partida, não há desgaste mecânico causado por partidas e paradas repetidas.
O compressor HST é projetado para operação com baixo nível de ruído. Silenciadores integrados estão incluídos na embalagem.
Várias unidades podem trabalhar juntas para maximizar a economia de energia e minimizar a pegada de carbono. Equipamentos legados, como sopradores do tipo Roots, centrífugos multiestágios ou de parafuso, podem operar em paralelo sem problemas.
Com uma pequena área ocupada, sem peças mecânicas sujeitas a desgaste e sem líquidos na parte interior, o HST requer apenas manutenção mínima. Não há revisões programadas ao longo da vida útil do equipamento.
Fornecimento de ar de alta vazão para a aeração de efluentes por meio de um grupo de turbocompressores
Maximize a eficiência e a durabilidade em aplicações de cobre, reduzindo os custos de energia e o consumo de água. Com uma seleção avançada de materiais e um portfólio abrangente, a Sulzer garante desempenho confiável com tempo de inatividade mínimo, mesmo em ambientes exigentes.
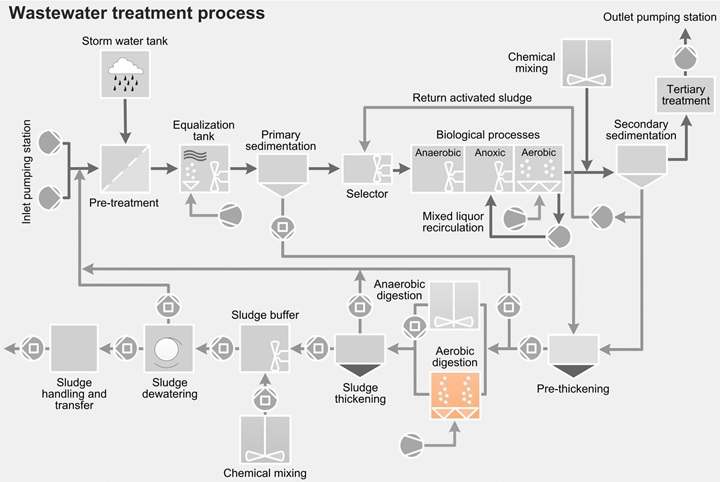
Na digestão aeróbia, os micro-organismos continuam a degradar o material orgânico. Esses micro-organismos precisam de oxigênio para desempenhar sua função, e certo nível de mistura é necessário para manter o processo eficiente e confiável. O resultado é um menor volume de lodo e a prevenção de odor. A Sulzer tem produtos altamente adequados para o processo no tanque digestor aeróbio.
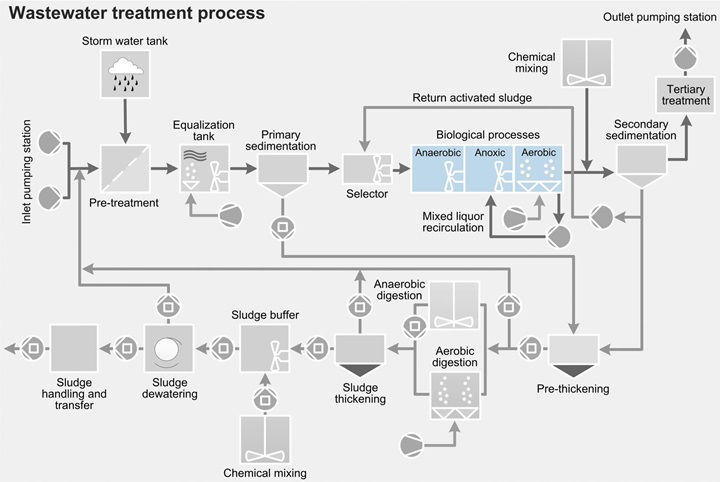
O objetivo do processo biológico é remover substâncias orgânicas biodegradáveis por meio do metabolismo de micro-organismos e processos bioquímicos relacionados.
Oferecemos suporte a processos industriais complexos com soluções sob medida para o tratamento de água e efluentes, combinando profundo conhecimento de processo, tecnologias comprovadas e experiência global em setores altamente exigentes.
Ao planejar uma nova estação de tratamento de água ou atualizar uma estação existente, os custos operacionais são tão importantes quanto os custos de investimento. Os inovadores compressores, misturadores e bombas da Sulzer combinam desempenho confiável de tratamento com eficiência energética superior.
A Sulzer detém um profundo conhecimento sobre o tratamento de esgoto e, com nosso amplo portfólio de produtos, podemos oferecer soluções confiáveis e eficientes em termos de energia para seus processos de coleta de água, neutralização, floculação, sedimentação, resfriamento, aeração, armazenamento de lodo, digestão e drenagem.
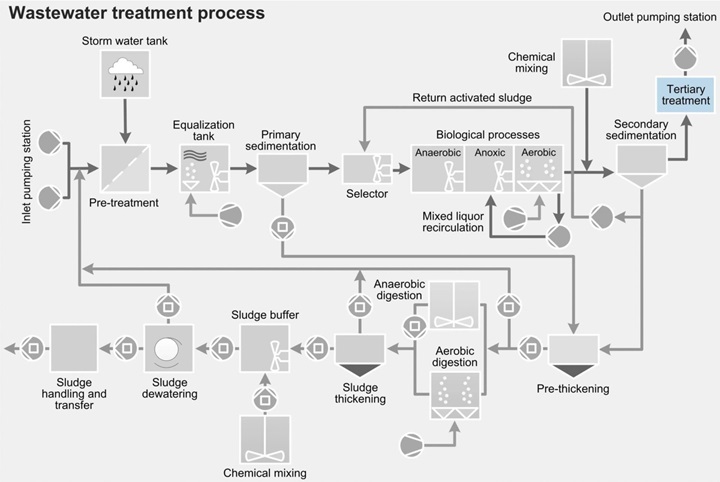
Águas residuais tratadas podem, ocasionalmente, exigir mais tratamento. Regras de descargas locais podem impor limites rigorosos que não podem ser cumpridos até mesmo pelo processo mais eficaz, ou uma maior qualidade de efluente pode ser solicitada para sua reutilização. Quando for necessário um tratamento terciário, vários níveis de filtragem podem ser aplicados, incluindo a filtragem bastante fina. Muitas vezes, no entanto, uma etapa final de mistura e aeração é suficiente para alcançar o objetivo. Quando este for o caso, o misturador submersível modelos ABS XRW e RW da Sulzer podem ser usados, juntamente com o aerador submersível modelo ABS TA-TAK e o sistema de difusor de disco modelos ABS PIK, DS e Sucoflow.
Onde quer que os líquidos sejam bombeados, misturados, controlados ou aplicados, nós estamos lá. Veja como nossas soluções geram valor para os clientes e descubra como podemos fazer seus processos de bombeamento e mistura mais eficientes e rentáveis, protegendo sua produção e garantindo confiabilidade.
Chamamos o HST de turbocompressor de alta velocidade. Alguns certamente o chamariam de turbo soprador ou soprador de alta velocidade. Então, qual é a diferença entre um soprador e um compressor?
Vamos começar com um ventilador. Ele foi projetado apenas para mover o ar e não irá comprimi-lo. Assim, as contrapressões manipuladas pelos ventiladores são registradas em milibares. A maioria diria que o aumento máximo de pressão que se pode esperar de um ventilador é um décimo de bar, mas há modelos de ventilador com vários estágios que vão além disso.
Um soprador seria visto como partindo daquele décimo de bar e projetado especificamente para aumentar a pressão. É por isso que alguns chamam o soprador de compressor de baixa pressão. Então, sim, o HST é um compressor na medida em que aumenta a pressão do ar em mais de um bar (alguns modelos).
Uma pressão máxima típica para um soprador seria a pressão manométrica de um bar, mas algumas definições colocam o limite muito mais baixo, digamos 0,3 bar.
Indo além do soprador ou do compressor de baixa pressão, chegamos aos compressores projetados para o fornecimento de ar comprimido para oficinas ou redes de ar comprimido de fábricas. É por isso que alguns definem os compressores de baixa pressão como algo abaixo dos 6-9 bar usados nestas aplicações.
Então, simplificando, um compressor ou soprador de baixa pressão fornece alto fluxo como um ventilador, mas a uma pressão mais alta. É um compressor, mas a sua função principal não é fornecer ar comprimido.
Sinta-se à vontade para chamar o HST de compressor, soprador ou compressor de baixa pressão. Independentemente de como o chame, obterá uma máquina altamente eficiente, confiável e silenciosa que durará por muito tempo.
A Sulzer é especialista não só no fornecimento de equipamentos, mas também quando se trata de dar assistência ao longo do ciclo de vida útil desses equipamentos, e conta com mais de 140 anos de experiência. É essencial ter equipamentos em operação contínua em estações de tratamento de água e esgoto, e é por isso que a Sulzer oferece manutenção e suporte técnico quando necessário.
Como podemos te ajudar?
Fale ou escreva para os nossos especialistas e encontre a melhor solução para você.