- Progettazione compatta e a tenuta di pressione
- Costi energetici contenuti
- Tempi di miscelazione ridotti
- Rischio minimo di sovraccarico del motore
- Installazione semplice
- Ridotti requisiti di ingombro
Miscelatore sommerso tipo ABS RW
Miscelatori sommersi compatti e versatili
RW è la gamma standard di miscelatori sommersi Sulzer: economici, ma senza compromettere l’affidabilità di progettazione. Questi miscelatori sommersi compatti e versatili sono ideali per l’agitazione, la miscelazione, la dissoluzione e la sospensione dei solidi negli impianti di trattamento municipali, nell’industria e nell’agricoltura. I miscelatori RW possono essere facilmente montati sul binario di guida e dispositivi di sollevamento preesistenti senza modifiche, utilizzando la nostra vasta gamma di staffe e adattatori.
- Miscelazione e agitazione negli impianti di trattamento delle acque reflue e nelle aree industriali
- Omogeneizzazione di fanghi e liquami ad alta concentrazione
- Certificazioni ATEX per luoghi pericolosi (Ex II 2G Ex h db IIB T4 Gb), FM e CAS, disponibili opzionalmente
Caratteristiche principali
- Anello deflettore di materiali solidi brevettato
- Elica anti-intasamento
- Motori integrati da 1,3 a 13 kW (1,7 - 17,5 cv)
- Il modello RW 200 è impiegato principalmente per applicazioni di miscelazione in pozzetti di aspirazione
- Miscelatori multipli a ingranaggi con motore standard o antideflagrazione
- Il supporto comprende documentazione e software per computer per dimensionare e progettare ogni installazione
Caratteristiche tecniche
| Flusso di miscelazione massimo | 0.83 m³/s (14’600 gpm USA) |
| Diametro massimo dell’elica | 650 mm (25.6 pollici) |
Ulteriori informazioni sui miscelatori RW
- La serie RW comprende numerosi miscelatori sommersi con motori integrati che vanno da 1.3 a 13 kW (1.7 - 17.5 cv) per agitazione, miscelazione, dissoluzione e sospensione dei materiali solidi negli impianti di trattamento municipali, nell’industria e in agricoltura
- Il modello RW 200 è impiegato principalmente in applicazioni per miscelazione in pozzetti di aspirazione
- Sulzer offre miscelatori multipli a ingranaggi altamente efficienti, con motore standard o antideflagrazione
- Il supporto Sulzer include documentazione e software per computer per dimensionare e progettare ogni installazione
Case studies
-
 Case studies (EN)Ovunque i liquidi vengano pompati, miscelati o controllati, noi siamo lì. Scopri come le nostre soluzioni creano valore per i clienti e come possiamo rendere i tuoi processi di pompaggio e miscelazione più efficienti e redditizi, salvaguardando la tua produzione e garantendo affidabilità duratura.
Case studies (EN)Ovunque i liquidi vengano pompati, miscelati o controllati, noi siamo lì. Scopri come le nostre soluzioni creano valore per i clienti e come possiamo rendere i tuoi processi di pompaggio e miscelazione più efficienti e redditizi, salvaguardando la tua produzione e garantendo affidabilità duratura.
Documentazione
Brochure
Case study
Scheda tecnica
Disegno dimensionale
-
Dimension Drawing - RW 400pdfLingue:
-
Dimension Drawing - RW 480PDFLingue:
-
Dimension Drawing - RW 650pdfLingue:
-
Dimension Drawing - RW 900pdfLingue:
-
Dimension Drawing - RW 7511pdfLingue:
Manuale
File BIM
Applicazioni
-
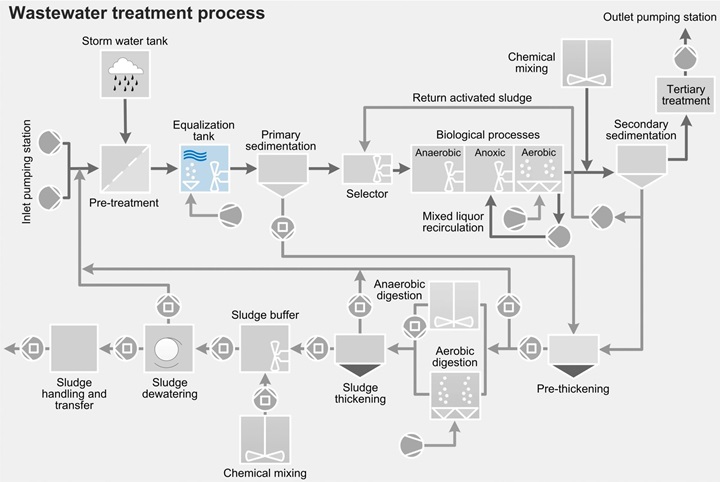 EqualizzazioneLa miscelazione delle acque reflue nel processo di equalizzazione è necessario al fine di prevenire la sedimentazione, la stratificazione e la formazione di odori. Potrebbe anche essere necessario per miscelare e omogeneizzare i flussi di acque reflue che arrivano da fonti diverse. Poiché il livello dell’acqua nel serbatoio di equalizzazione varia in maniera significativa e può a volte essere molto basso, i miscelatori richiedono requisiti elevati.
EqualizzazioneLa miscelazione delle acque reflue nel processo di equalizzazione è necessario al fine di prevenire la sedimentazione, la stratificazione e la formazione di odori. Potrebbe anche essere necessario per miscelare e omogeneizzare i flussi di acque reflue che arrivano da fonti diverse. Poiché il livello dell’acqua nel serbatoio di equalizzazione varia in maniera significativa e può a volte essere molto basso, i miscelatori richiedono requisiti elevati. -
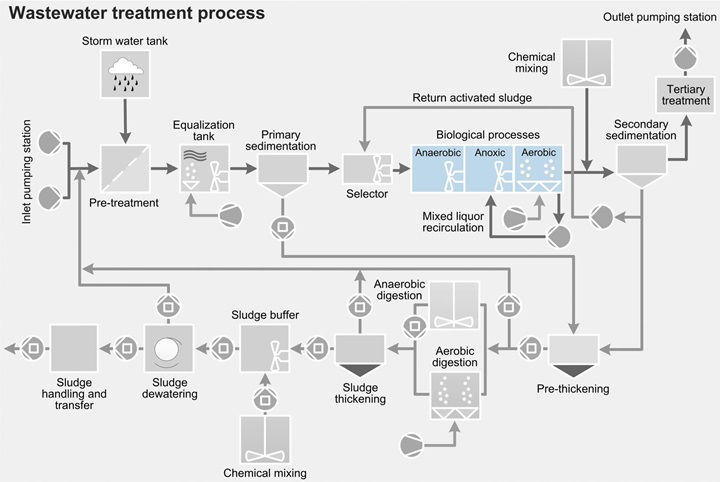 Processo biologicoL’obiettivo del processo biologico nel trattamento delle acque reflue è di rimuovere sostanze organiche e biodegradabili attraverso il metabolismo di microorganismi e processi biochimici relativi.
Processo biologicoL’obiettivo del processo biologico nel trattamento delle acque reflue è di rimuovere sostanze organiche e biodegradabili attraverso il metabolismo di microorganismi e processi biochimici relativi. -
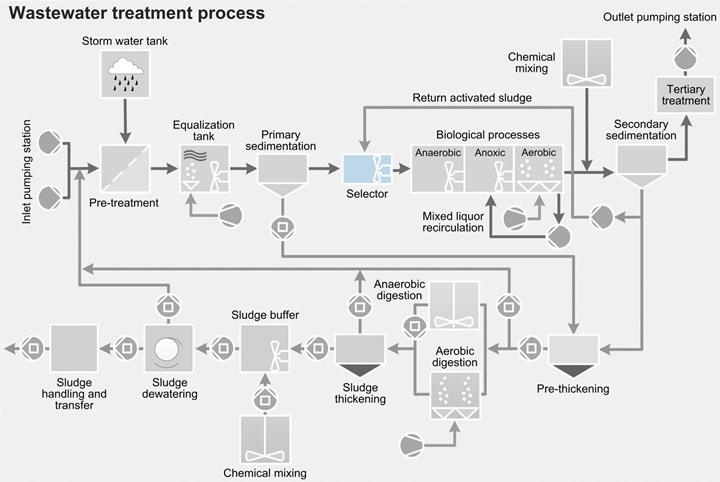 SelettoreLo scopo di un serbatoio selettore è di controllare e limitare la crescita di batteri filamentosi e di migliorare la capacità di sedimentazione del fango. Sulzer offre una serie di soluzioni per creare le condizioni ottimali nel selettore.
SelettoreLo scopo di un serbatoio selettore è di controllare e limitare la crescita di batteri filamentosi e di migliorare la capacità di sedimentazione del fango. Sulzer offre una serie di soluzioni per creare le condizioni ottimali nel selettore. -
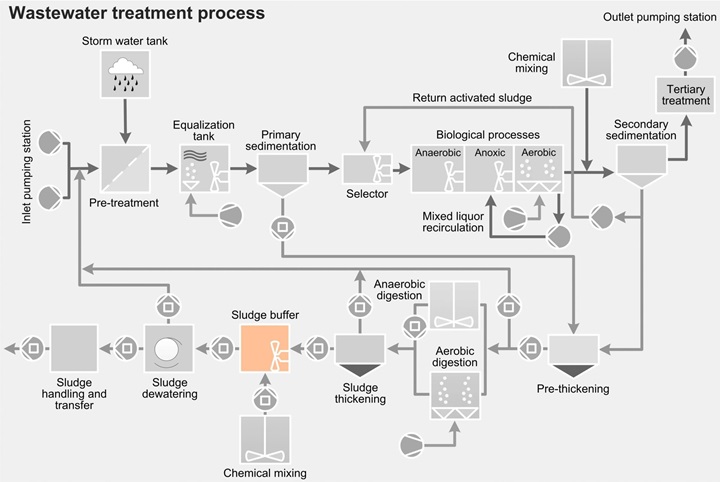 Serbatoio di stoccaggio per fanghiIl serbatoio di stoccaggio per fanghi può essere utilizzato per svariati fini. L’applicazione più comune è la miscelazione e l’omogeneizzazione di fanghi primari, secondari o digeriti altamente concentrati. La soluzione utilizzata per miscelare lo stesso fango, o per miscelare il fango con i prodotti chimici addensanti dosati, dipende dalla struttura e dalla capienza del serbatoio di stoccaggio. I miscelatori sommersi XRW ed RW, come anche l’agitatore Scaba, possono essere utilizzati per fornire una miscelazione altamente efficiente. Per la riduzione dei solidi e il trasferimento dei fanghi dall’alimentazione dei fanghi al processo di disidratazione degli stessi, vengono utilizzate pompe volumetriche e trituratori Muffin Monster™.
Serbatoio di stoccaggio per fanghiIl serbatoio di stoccaggio per fanghi può essere utilizzato per svariati fini. L’applicazione più comune è la miscelazione e l’omogeneizzazione di fanghi primari, secondari o digeriti altamente concentrati. La soluzione utilizzata per miscelare lo stesso fango, o per miscelare il fango con i prodotti chimici addensanti dosati, dipende dalla struttura e dalla capienza del serbatoio di stoccaggio. I miscelatori sommersi XRW ed RW, come anche l’agitatore Scaba, possono essere utilizzati per fornire una miscelazione altamente efficiente. Per la riduzione dei solidi e il trasferimento dei fanghi dall’alimentazione dei fanghi al processo di disidratazione degli stessi, vengono utilizzate pompe volumetriche e trituratori Muffin Monster™. -
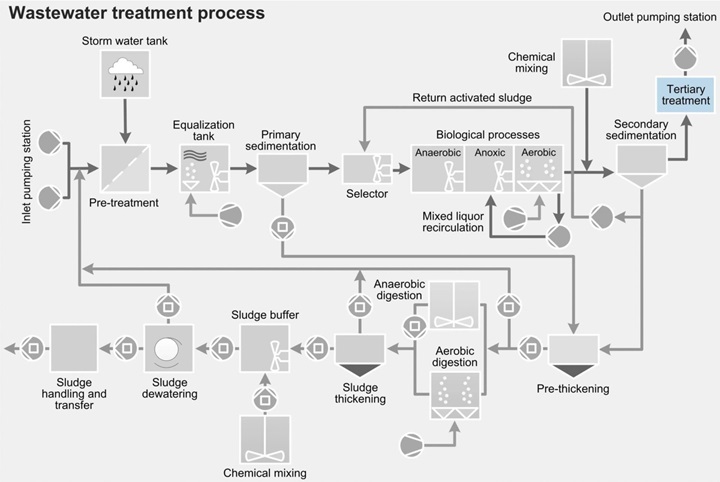 Trattamento terziarioLe acque reflue trattate occasionalmente potrebbero richiedere un ulteriore trattamento. Le norme locali sugli scarichi possono porre limiti rigorosi che non possono essere rispettati nemmeno dal processo più efficace, oppure potrebbe essere richiesta una qualità più elevata di acque reflue per il loro riutilizzo. Quando il trattamento terziario è necessario, possono essere applicati vari livelli di filtrazione, compresa una molto fine. Spesso tuttavia, uno stadio finale di miscelazione e areazione è sufficiente per raggiungere il risultato necessario. Quando questo è il caso, possono essere usati i miscelatori sommersi XRW e RW di Sulzer, assieme all’aeratore sommerso autoaspirante tipo ABS TA, XTAK e al sistema di diffusore a disco tipo ABS PIK, DS e Sucoflow.
Trattamento terziarioLe acque reflue trattate occasionalmente potrebbero richiedere un ulteriore trattamento. Le norme locali sugli scarichi possono porre limiti rigorosi che non possono essere rispettati nemmeno dal processo più efficace, oppure potrebbe essere richiesta una qualità più elevata di acque reflue per il loro riutilizzo. Quando il trattamento terziario è necessario, possono essere applicati vari livelli di filtrazione, compresa una molto fine. Spesso tuttavia, uno stadio finale di miscelazione e areazione è sufficiente per raggiungere il risultato necessario. Quando questo è il caso, possono essere usati i miscelatori sommersi XRW e RW di Sulzer, assieme all’aeratore sommerso autoaspirante tipo ABS TA, XTAK e al sistema di diffusore a disco tipo ABS PIK, DS e Sucoflow.
Chiama o scrivi ai nostri esperti per trovare la soluzione migliore.

