L’aeratore miscelatore OKI è un’unità per uso gravoso resistente alle ostruzioni dalla miscelazione delicata; può operare sia come aeratore che come miscelatore per acque di scarico e per il trattamento delle acque in ambito comunale o in stabilimenti industriali. È utilizzato per la stabilizzazione dei fanghi nei processi SBR, MBR e MBBR
Sollevabile e autoportante, per facilitare i cambiamenti nella configurazione dell’impianto, senza alcun bisogno di svuotare il serbatoio
Adatto a tutte le profondità più comuni dei serbatoi, specialmente per i serbatoi profondi che non hanno bisogno di raffreddamento dell’aria
Progettato per un funzionamento senza ostruzioni
Adatto sia per funzionamento continuo che intermittente
Può funzionare come un aeratore e/o miscelatore secondo le necessità del processo
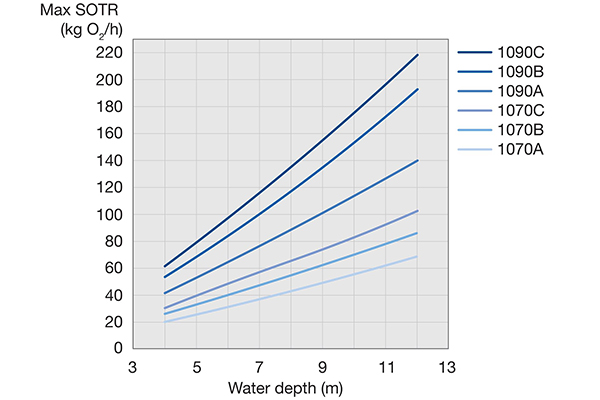
Con SOTR (Standard Oxygen Transfer Rate, valore di trasferimento dell’ossigeno) e SAE (Standard Aeration Efficiency, efficienza d’aerazione) elevati
Applicazioni principali
Bacini di fanghi attivi e SBR (Sequence Batch Reactors, reattori di batch sequenziali), MBR (Membrane Bio Reactors, bioreattori a membrana), e MBBR (Moving Bed Bio Reactors, reattori a biomassa adesa a letto mobile), offrendo aerazione e miscelazione in una singola unità per degradare la biomassa
Bacini di miscelazione ed equalizzazione, fornendo ai processi a valle un carico uniforme delle acque reflue ed eliminando gli odori
Conservazione e stabilizzazione dei fanghi, fornendo controllo degli odori e ossidazione dei fanghi
Ovunque i liquidi vengano pompati, miscelati o controllati, noi siamo lì. Scopri come le nostre soluzioni creano valore per i clienti e come possiamo rendere i tuoi processi di pompaggio e miscelazione più efficienti e redditizi, salvaguardando la tua produzione e garantendo affidabilità duratura.
Nella digestione aerobica nel trattamento delle acque reflue, i microorganismi continuano a decomporre la materia organica. Questi microorganismi necessitano di ventilazione per poter lavorare, e un certo livello di miscelazione è richiesto per mantenere il processo efficiente e affidabile. Il risultato è un volume minore di fanghi e la prevenzione di odori. Sulzer ha prodotti molto adatti quali compressori, aeratori e sistemi di diffusione a disco per supportare il processo nel serbatoio del digestore aerobico.
La digestione anaerobica richiede l’equalizzazione della temperatura e la corretta omogeneizzazione della biomassa per ottenere un’elevata produzione di gas ed evitare la sedimentazione di materie organiche. Le croste superficiali devono essere rotte ed è necessario prevenire la formazione di schiuma in caso si presenti tale tendenza. Sulzer può fornire agitatori Scaba efficienti e affidabili per digestori con eliche ad alta efficienza. I trituratori Muffin Monster™ a monte dei digestori anaerobici trattano il fango prima della digestione, migliorando l’omogeneizzazione della biomassa e proteggendo le apparecchiature a valle.
La miscelazione delle acque reflue nel processo di equalizzazione è necessario al fine di prevenire la sedimentazione, la stratificazione e la formazione di odori. Potrebbe anche essere necessario per miscelare e omogeneizzare i flussi di acque reflue che arrivano da fonti diverse. Poiché il livello dell’acqua nel serbatoio di equalizzazione varia in maniera significativa e può a volte essere molto basso, i miscelatori richiedono requisiti elevati.
A volte bisogna miscelare sostanze chimiche ai fanghi attivi prima che questi confluiscano nella vasca di sedimentazione secondaria. Quando questo avviene, è importante raggiungere una distribuzione omogenea degli agenti chimici. Possono essere aggiunte delle sostanze chimiche per rimuovere il fosforo dalle acque reflue provenienti dal processo biologico. In altre circostanze, sostanze chimiche, quali polielettroliti cationici ad alto peso molecolare, possono essere aggiunte per migliorare la qualità e la capacità di sedimentazione dei fiocchi formati nel trattamento dei fanghi attivi.
Garantire un flusso uniforme attraverso una miscelazione efficace e una riduzione dei solidi. Protegge i processi a valle, previene i blocchi e fornisce un'alimentazione uniforme per ogni fase del trattamento.
L’obiettivo del processo biologico nel trattamento delle acque reflue è di rimuovere sostanze organiche e biodegradabili attraverso il metabolismo di microorganismi e processi biochimici relativi.
Le stazioni di pompaggio in uscita sono necessarie quando il livello dell’impianto di trattamento è inferiore a quello che riceve l’acqua. Questo è particolarmente vero quando si scarica in un fiume, il cui livello può salire durante forti piogge o periodi di alluvione, oppure nel mare, dove il livello varia con la marea.
Quando la denitrificazione è seguita da una fase di nitrificazione, i nitrati, formatosi durante la nitrificazione, devono essere rimessi in circolo. I nitrati vengono ripompati verso la fase di denitrificazione dove il processo anossico separa le molecole di nitrato in azoto e in ossigeno, liberando azoto nell’aria. Questo impiego è svolto al meglio dalla pompa di ricircolo sommergibile tipo ABS XRCP e tipo RCP, dalla pompa a colonna a flusso misto sommergibile tipo ABS AFLX e dalla pompa sommergibile a elica tipo ABS VUPX.
Lo scopo di un serbatoio selettore è di controllare e limitare la crescita di batteri filamentosi e di migliorare la capacità di sedimentazione del fango. Sulzer offre una serie di soluzioni per creare le condizioni ottimali nel selettore.
Il serbatoio di stoccaggio per fanghi può essere utilizzato per svariati fini. L’applicazione più comune è la miscelazione e l’omogeneizzazione di fanghi primari, secondari o digeriti altamente concentrati. La soluzione utilizzata per miscelare lo stesso fango, o per miscelare il fango con i prodotti chimici addensanti dosati, dipende dalla struttura e dalla capienza del serbatoio di stoccaggio. I miscelatori sommersi XRW ed RW, come anche l’agitatore Scaba, possono essere utilizzati per fornire una miscelazione altamente efficiente. Per la riduzione dei solidi e il trasferimento dei fanghi dall’alimentazione dei fanghi al processo di disidratazione degli stessi, vengono utilizzate pompe volumetriche e trituratori Muffin Monster™.
Supportiamo processi industriali complessi con soluzioni di trattamento delle acque e delle acque reflue elaborate su misura, combinando conoscenza dei processi, tecnologie collaudate ed esperienza globale in settori sempre più “esigenti”.
Le stazioni di pompaggio in entrata sono in qualche maniera simili alle stazioni di pompaggio terminali più grandi. A seconda della profondità della fognatura in entrata, la prevalenza di sollevamento può variare da 2 a 30 metri. Per evitare carichi d’urto idraulici, che incidono negativamente sul processo biologico, le stazioni spesso utilizzano in parallelo azionamenti a velocità variabile e/o svariate pompe.
Le stazioni di pompaggio in uscita sono necessarie quando il livello dell’impianto di trattamento è inferiore a quello che riceve l’acqua. Questo è particolarmente vero quando si scarica in un fiume, il cui livello può salire durante forti piogge o periodi di alluvione, oppure nel mare, dove il livello varia con la marea.
Le stazioni di pompaggio in uscita potrebbero anche essere necessarie per compensare le crescenti perdite da attrito che si presentano in un tubo ad alto flusso in uscita, ad esempio nei tubi a lunga uscita in mare.
Le pompe, i miscelatori, i trituratori e gli agitatori Sulzer sono utilizzati per trattare, trasferire, miscelare e gestire i fanghi. La nostra gamma di pompe a cavità progressiva e volumetriche fornisce una portata quasi costante, con capacità di aspirazione per la gestione di tutti i tipi di fanghi non newtoniani e per i processi ad alta viscosità, tipicamente richiesti all’interno dell’impianto di trattamento delle acque reflue. La capacità di eseguire la manutenzione della pompa in loco riduce al minimo i tempi di fermo. I trituratori Muffin Monster™ proteggono le apparecchiature a valle. I fanghi trattati dai trituratori non ostruiscono valvole, scambiatori di calore, digestori, centrifughe e altre apparecchiature sulla linea dei fanghi.
Le acque reflue trattate occasionalmente potrebbero richiedere un ulteriore trattamento. Le norme locali sugli scarichi possono porre limiti rigorosi che non possono essere rispettati nemmeno dal processo più efficace, oppure potrebbe essere richiesta una qualità più elevata di acque reflue per il loro riutilizzo. Quando il trattamento terziario è necessario, possono essere applicati vari livelli di filtrazione, compresa una molto fine. Spesso tuttavia, uno stadio finale di miscelazione e areazione è sufficiente per raggiungere il risultato necessario. Quando questo è il caso, possono essere usati i miscelatori sommersi XRW e RW di Sulzer, assieme all’aeratore sommerso autoaspirante tipo ABS TA, XTAK e al sistema di diffusore a disco tipo ABS PIK, DS e Sucoflow.
Come possiamo aiutarti?
Chiama o scrivi ai nostri esperti per trovare la soluzione migliore.




 Case studies (EN)Ovunque i liquidi vengano pompati, miscelati o controllati, noi siamo lì. Scopri come le nostre soluzioni creano valore per i clienti e come possiamo rendere i tuoi processi di pompaggio e miscelazione più efficienti e redditizi, salvaguardando la tua produzione e garantendo affidabilità duratura.
Case studies (EN)Ovunque i liquidi vengano pompati, miscelati o controllati, noi siamo lì. Scopri come le nostre soluzioni creano valore per i clienti e come possiamo rendere i tuoi processi di pompaggio e miscelazione più efficienti e redditizi, salvaguardando la tua produzione e garantendo affidabilità duratura. Conformità normativa e autorizzazioni allo scaricoRispettare le autorizzazioni di scarico locali, i limiti agli scarichi industriali e le direttive ambientali
Conformità normativa e autorizzazioni allo scaricoRispettare le autorizzazioni di scarico locali, i limiti agli scarichi industriali e le direttive ambientali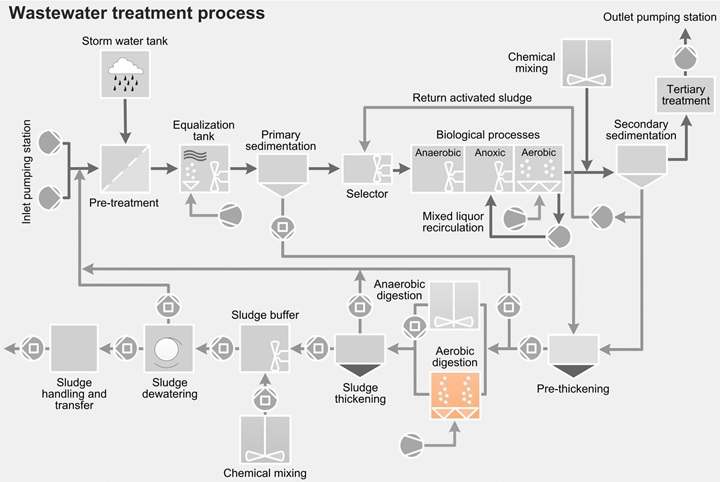 Digestione aerobicaNella digestione aerobica nel trattamento delle acque reflue, i microorganismi continuano a decomporre la materia organica. Questi microorganismi necessitano di ventilazione per poter lavorare, e un certo livello di miscelazione è richiesto per mantenere il processo efficiente e affidabile. Il risultato è un volume minore di fanghi e la prevenzione di odori. Sulzer ha prodotti molto adatti quali compressori, aeratori e sistemi di diffusione a disco per supportare il processo nel serbatoio del digestore aerobico.
Digestione aerobicaNella digestione aerobica nel trattamento delle acque reflue, i microorganismi continuano a decomporre la materia organica. Questi microorganismi necessitano di ventilazione per poter lavorare, e un certo livello di miscelazione è richiesto per mantenere il processo efficiente e affidabile. Il risultato è un volume minore di fanghi e la prevenzione di odori. Sulzer ha prodotti molto adatti quali compressori, aeratori e sistemi di diffusione a disco per supportare il processo nel serbatoio del digestore aerobico.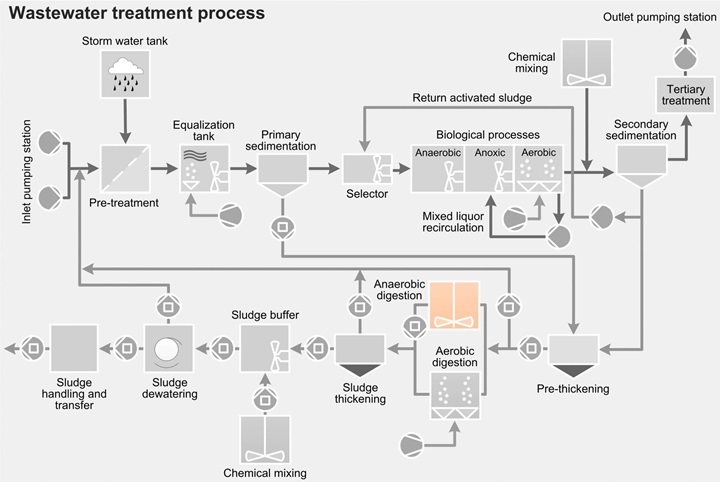 Digestione anaerobicaLa digestione anaerobica richiede l’equalizzazione della temperatura e la corretta omogeneizzazione della biomassa per ottenere un’elevata produzione di gas ed evitare la sedimentazione di materie organiche. Le croste superficiali devono essere rotte ed è necessario prevenire la formazione di schiuma in caso si presenti tale tendenza. Sulzer può fornire agitatori Scaba efficienti e affidabili per digestori con eliche ad alta efficienza. I trituratori Muffin Monster™ a monte dei digestori anaerobici trattano il fango prima della digestione, migliorando l’omogeneizzazione della biomassa e proteggendo le apparecchiature a valle.
Digestione anaerobicaLa digestione anaerobica richiede l’equalizzazione della temperatura e la corretta omogeneizzazione della biomassa per ottenere un’elevata produzione di gas ed evitare la sedimentazione di materie organiche. Le croste superficiali devono essere rotte ed è necessario prevenire la formazione di schiuma in caso si presenti tale tendenza. Sulzer può fornire agitatori Scaba efficienti e affidabili per digestori con eliche ad alta efficienza. I trituratori Muffin Monster™ a monte dei digestori anaerobici trattano il fango prima della digestione, migliorando l’omogeneizzazione della biomassa e proteggendo le apparecchiature a valle. Efficienza energetica e ottimizzazione continua dei costiOttimizzazione del processo di aerazione, pompaggio a basso consumo energetico
Efficienza energetica e ottimizzazione continua dei costiOttimizzazione del processo di aerazione, pompaggio a basso consumo energetico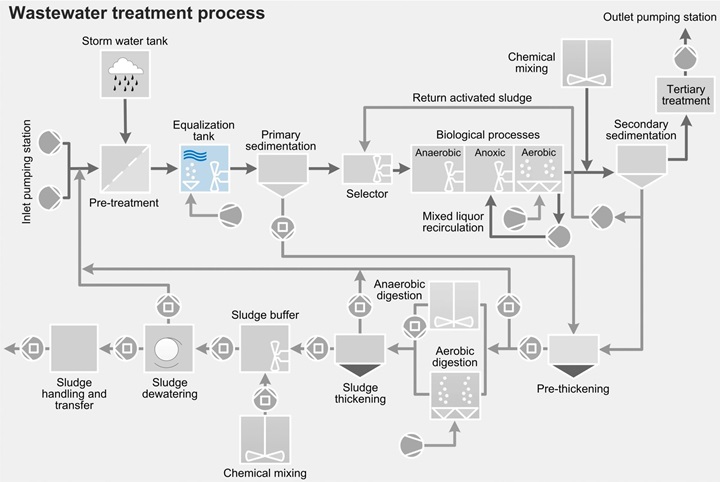 EqualizzazioneLa miscelazione delle acque reflue nel processo di equalizzazione è necessario al fine di prevenire la sedimentazione, la stratificazione e la formazione di odori. Potrebbe anche essere necessario per miscelare e omogeneizzare i flussi di acque reflue che arrivano da fonti diverse. Poiché il livello dell’acqua nel serbatoio di equalizzazione varia in maniera significativa e può a volte essere molto basso, i miscelatori richiedono requisiti elevati.
EqualizzazioneLa miscelazione delle acque reflue nel processo di equalizzazione è necessario al fine di prevenire la sedimentazione, la stratificazione e la formazione di odori. Potrebbe anche essere necessario per miscelare e omogeneizzare i flussi di acque reflue che arrivano da fonti diverse. Poiché il livello dell’acqua nel serbatoio di equalizzazione varia in maniera significativa e può a volte essere molto basso, i miscelatori richiedono requisiti elevati. Gestione dei fanghi e disidratazioneIspessimento e disidratazione che riducono i costi di trasporto e preparano i fanghi per la digestione anaerobica.
Gestione dei fanghi e disidratazioneIspessimento e disidratazione che riducono i costi di trasporto e preparano i fanghi per la digestione anaerobica.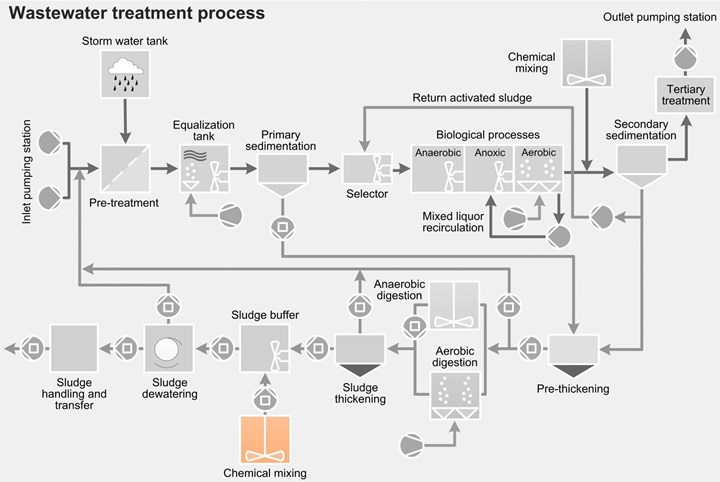 Miscelazione chimica delle acque reflueA volte bisogna miscelare sostanze chimiche ai fanghi attivi prima che questi confluiscano nella vasca di sedimentazione secondaria. Quando questo avviene, è importante raggiungere una distribuzione omogenea degli agenti chimici. Possono essere aggiunte delle sostanze chimiche per rimuovere il fosforo dalle acque reflue provenienti dal processo biologico. In altre circostanze, sostanze chimiche, quali polielettroliti cationici ad alto peso molecolare, possono essere aggiunte per migliorare la qualità e la capacità di sedimentazione dei fiocchi formati nel trattamento dei fanghi attivi.
Miscelazione chimica delle acque reflueA volte bisogna miscelare sostanze chimiche ai fanghi attivi prima che questi confluiscano nella vasca di sedimentazione secondaria. Quando questo avviene, è importante raggiungere una distribuzione omogenea degli agenti chimici. Possono essere aggiunte delle sostanze chimiche per rimuovere il fosforo dalle acque reflue provenienti dal processo biologico. In altre circostanze, sostanze chimiche, quali polielettroliti cationici ad alto peso molecolare, possono essere aggiunte per migliorare la qualità e la capacità di sedimentazione dei fiocchi formati nel trattamento dei fanghi attivi. Monitoraggio, controllo e reportisticaSensori in tempo reale, matrici di conformità e registri pronti per attività di audit.
Monitoraggio, controllo e reportisticaSensori in tempo reale, matrici di conformità e registri pronti per attività di audit. Omogeneizzazione, miscelazione e preparazione dei solidiGarantire un flusso uniforme attraverso una miscelazione efficace e una riduzione dei solidi. Protegge i processi a valle, previene i blocchi e fornisce un'alimentazione uniforme per ogni fase del trattamento.
Omogeneizzazione, miscelazione e preparazione dei solidiGarantire un flusso uniforme attraverso una miscelazione efficace e una riduzione dei solidi. Protegge i processi a valle, previene i blocchi e fornisce un'alimentazione uniforme per ogni fase del trattamento.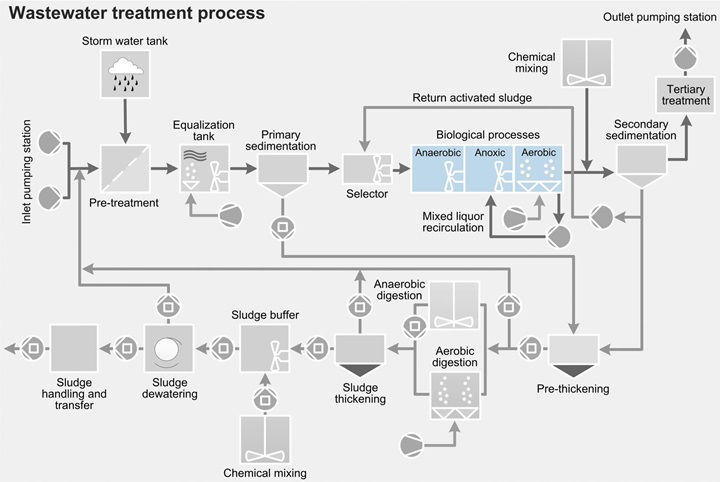 Processo biologicoL’obiettivo del processo biologico nel trattamento delle acque reflue è di rimuovere sostanze organiche e biodegradabili attraverso il metabolismo di microorganismi e processi biochimici relativi.
Processo biologicoL’obiettivo del processo biologico nel trattamento delle acque reflue è di rimuovere sostanze organiche e biodegradabili attraverso il metabolismo di microorganismi e processi biochimici relativi.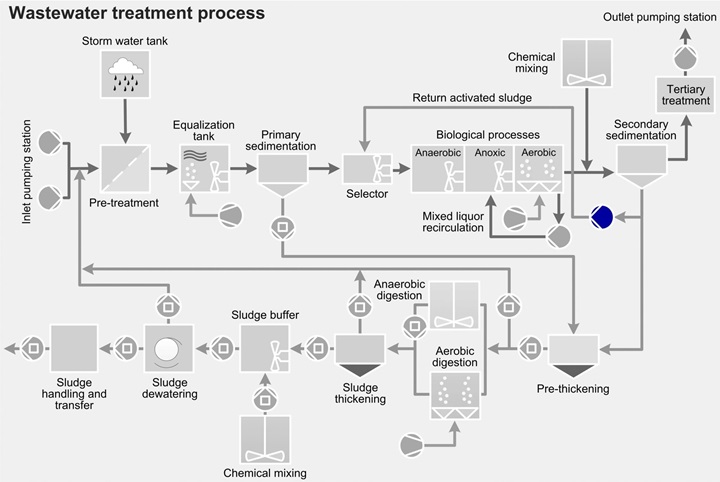 Ricircolo di fanghi attiviLe stazioni di pompaggio in uscita sono necessarie quando il livello dell’impianto di trattamento è inferiore a quello che riceve l’acqua. Questo è particolarmente vero quando si scarica in un fiume, il cui livello può salire durante forti piogge o periodi di alluvione, oppure nel mare, dove il livello varia con la marea.
Ricircolo di fanghi attiviLe stazioni di pompaggio in uscita sono necessarie quando il livello dell’impianto di trattamento è inferiore a quello che riceve l’acqua. Questo è particolarmente vero quando si scarica in un fiume, il cui livello può salire durante forti piogge o periodi di alluvione, oppure nel mare, dove il livello varia con la marea.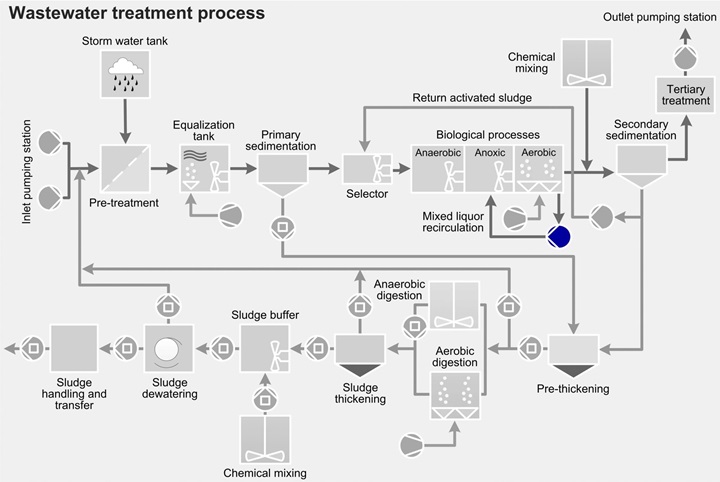 Ricircolo di liquidi mistiQuando la denitrificazione è seguita da una fase di nitrificazione, i nitrati, formatosi durante la nitrificazione, devono essere rimessi in circolo. I nitrati vengono ripompati verso la fase di denitrificazione dove il processo anossico separa le molecole di nitrato in azoto e in ossigeno, liberando azoto nell’aria. Questo impiego è svolto al meglio dalla pompa di ricircolo sommergibile tipo ABS XRCP e tipo RCP, dalla pompa a colonna a flusso misto sommergibile tipo ABS AFLX e dalla pompa sommergibile a elica tipo ABS VUPX.
Ricircolo di liquidi mistiQuando la denitrificazione è seguita da una fase di nitrificazione, i nitrati, formatosi durante la nitrificazione, devono essere rimessi in circolo. I nitrati vengono ripompati verso la fase di denitrificazione dove il processo anossico separa le molecole di nitrato in azoto e in ossigeno, liberando azoto nell’aria. Questo impiego è svolto al meglio dalla pompa di ricircolo sommergibile tipo ABS XRCP e tipo RCP, dalla pompa a colonna a flusso misto sommergibile tipo ABS AFLX e dalla pompa sommergibile a elica tipo ABS VUPX. Riduzione del carico di sostanze organiche e solide (BOD / COD / TSS)Pretrattamento, fasi primarie e secondarie che riducono i carichi inquinanti a livelli accettabili.
Riduzione del carico di sostanze organiche e solide (BOD / COD / TSS)Pretrattamento, fasi primarie e secondarie che riducono i carichi inquinanti a livelli accettabili. Rimozione mirata di contaminanti e nutrientiRiduzione di azoto (N) e fosforo (P), grassi, oli e lubrificanti (FOG), metalli, sali, microinquinanti e composti specifici del settore.
Rimozione mirata di contaminanti e nutrientiRiduzione di azoto (N) e fosforo (P), grassi, oli e lubrificanti (FOG), metalli, sali, microinquinanti e composti specifici del settore. Riutilizzo dell’acqua e recupero delle risorseChiusura del ciclo mediante filtrazione, sistemi a membrana e cattura di calore/biogas.
Riutilizzo dell’acqua e recupero delle risorseChiusura del ciclo mediante filtrazione, sistemi a membrana e cattura di calore/biogas.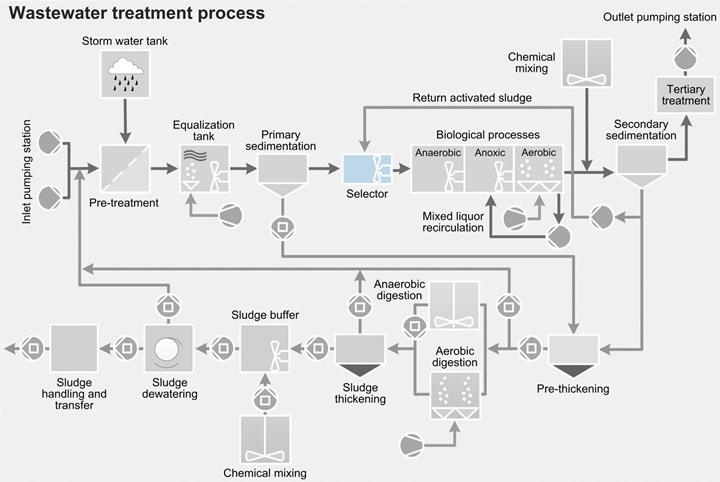 SelettoreLo scopo di un serbatoio selettore è di controllare e limitare la crescita di batteri filamentosi e di migliorare la capacità di sedimentazione del fango. Sulzer offre una serie di soluzioni per creare le condizioni ottimali nel selettore.
SelettoreLo scopo di un serbatoio selettore è di controllare e limitare la crescita di batteri filamentosi e di migliorare la capacità di sedimentazione del fango. Sulzer offre una serie di soluzioni per creare le condizioni ottimali nel selettore.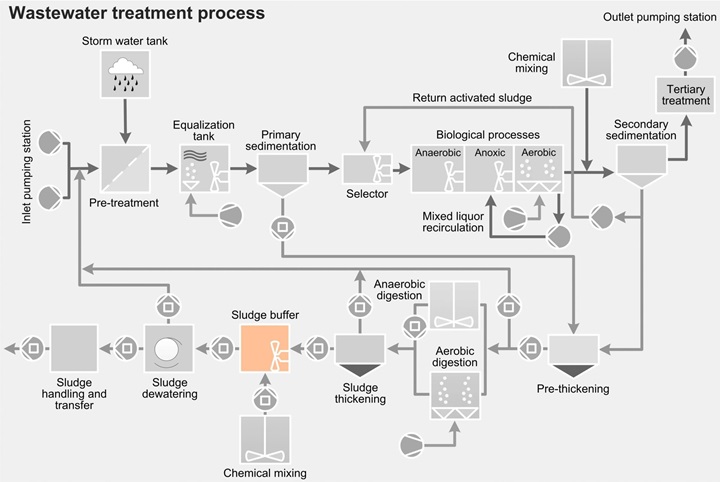 Serbatoio di stoccaggio per fanghiIl serbatoio di stoccaggio per fanghi può essere utilizzato per svariati fini. L’applicazione più comune è la miscelazione e l’omogeneizzazione di fanghi primari, secondari o digeriti altamente concentrati. La soluzione utilizzata per miscelare lo stesso fango, o per miscelare il fango con i prodotti chimici addensanti dosati, dipende dalla struttura e dalla capienza del serbatoio di stoccaggio. I miscelatori sommersi XRW ed RW, come anche l’agitatore Scaba, possono essere utilizzati per fornire una miscelazione altamente efficiente. Per la riduzione dei solidi e il trasferimento dei fanghi dall’alimentazione dei fanghi al processo di disidratazione degli stessi, vengono utilizzate pompe volumetriche e trituratori Muffin Monster™.
Serbatoio di stoccaggio per fanghiIl serbatoio di stoccaggio per fanghi può essere utilizzato per svariati fini. L’applicazione più comune è la miscelazione e l’omogeneizzazione di fanghi primari, secondari o digeriti altamente concentrati. La soluzione utilizzata per miscelare lo stesso fango, o per miscelare il fango con i prodotti chimici addensanti dosati, dipende dalla struttura e dalla capienza del serbatoio di stoccaggio. I miscelatori sommersi XRW ed RW, come anche l’agitatore Scaba, possono essere utilizzati per fornire una miscelazione altamente efficiente. Per la riduzione dei solidi e il trasferimento dei fanghi dall’alimentazione dei fanghi al processo di disidratazione degli stessi, vengono utilizzate pompe volumetriche e trituratori Muffin Monster™. Settori industrialiSupportiamo processi industriali complessi con soluzioni di trattamento delle acque e delle acque reflue elaborate su misura, combinando conoscenza dei processi, tecnologie collaudate ed esperienza globale in settori sempre più “esigenti”.
Settori industrialiSupportiamo processi industriali complessi con soluzioni di trattamento delle acque e delle acque reflue elaborate su misura, combinando conoscenza dei processi, tecnologie collaudate ed esperienza globale in settori sempre più “esigenti”.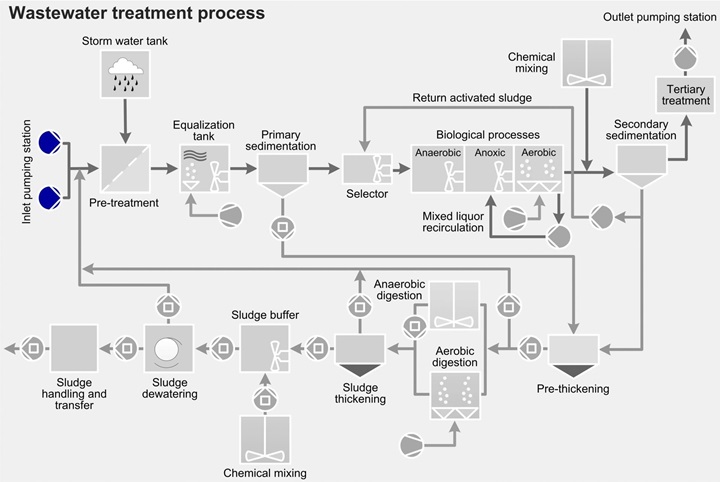 Stazione di pompaggio in entrataLe stazioni di pompaggio in entrata sono in qualche maniera simili alle stazioni di pompaggio terminali più grandi. A seconda della profondità della fognatura in entrata, la prevalenza di sollevamento può variare da 2 a 30 metri. Per evitare carichi d’urto idraulici, che incidono negativamente sul processo biologico, le stazioni spesso utilizzano in parallelo azionamenti a velocità variabile e/o svariate pompe.
Stazione di pompaggio in entrataLe stazioni di pompaggio in entrata sono in qualche maniera simili alle stazioni di pompaggio terminali più grandi. A seconda della profondità della fognatura in entrata, la prevalenza di sollevamento può variare da 2 a 30 metri. Per evitare carichi d’urto idraulici, che incidono negativamente sul processo biologico, le stazioni spesso utilizzano in parallelo azionamenti a velocità variabile e/o svariate pompe.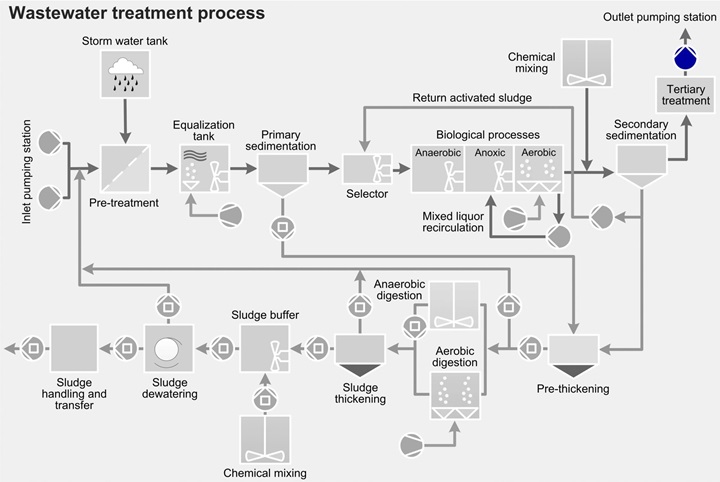 Stazioni di pompaggio in uscitaLe stazioni di pompaggio in uscita sono necessarie quando il livello dell’impianto di trattamento è inferiore a quello che riceve l’acqua. Questo è particolarmente vero quando si scarica in un fiume, il cui livello può salire durante forti piogge o periodi di alluvione, oppure nel mare, dove il livello varia con la marea. Le stazioni di pompaggio in uscita potrebbero anche essere necessarie per compensare le crescenti perdite da attrito che si presentano in un tubo ad alto flusso in uscita, ad esempio nei tubi a lunga uscita in mare.
Stazioni di pompaggio in uscitaLe stazioni di pompaggio in uscita sono necessarie quando il livello dell’impianto di trattamento è inferiore a quello che riceve l’acqua. Questo è particolarmente vero quando si scarica in un fiume, il cui livello può salire durante forti piogge o periodi di alluvione, oppure nel mare, dove il livello varia con la marea. Le stazioni di pompaggio in uscita potrebbero anche essere necessarie per compensare le crescenti perdite da attrito che si presentano in un tubo ad alto flusso in uscita, ad esempio nei tubi a lunga uscita in mare.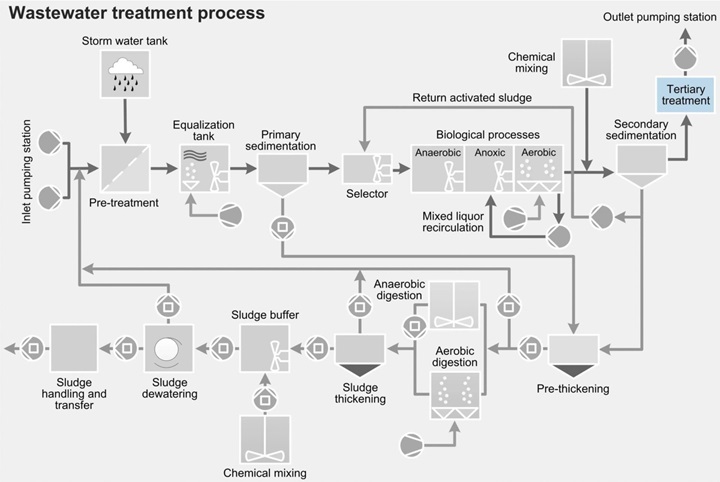 Trattamento terziarioLe acque reflue trattate occasionalmente potrebbero richiedere un ulteriore trattamento. Le norme locali sugli scarichi possono porre limiti rigorosi che non possono essere rispettati nemmeno dal processo più efficace, oppure potrebbe essere richiesta una qualità più elevata di acque reflue per il loro riutilizzo. Quando il trattamento terziario è necessario, possono essere applicati vari livelli di filtrazione, compresa una molto fine. Spesso tuttavia, uno stadio finale di miscelazione e areazione è sufficiente per raggiungere il risultato necessario. Quando questo è il caso, possono essere usati i miscelatori sommersi XRW e RW di Sulzer, assieme all’aeratore sommerso autoaspirante tipo ABS TA, XTAK e al sistema di diffusore a disco tipo ABS PIK, DS e Sucoflow.
Trattamento terziarioLe acque reflue trattate occasionalmente potrebbero richiedere un ulteriore trattamento. Le norme locali sugli scarichi possono porre limiti rigorosi che non possono essere rispettati nemmeno dal processo più efficace, oppure potrebbe essere richiesta una qualità più elevata di acque reflue per il loro riutilizzo. Quando il trattamento terziario è necessario, possono essere applicati vari livelli di filtrazione, compresa una molto fine. Spesso tuttavia, uno stadio finale di miscelazione e areazione è sufficiente per raggiungere il risultato necessario. Quando questo è il caso, possono essere usati i miscelatori sommersi XRW e RW di Sulzer, assieme all’aeratore sommerso autoaspirante tipo ABS TA, XTAK e al sistema di diffusore a disco tipo ABS PIK, DS e Sucoflow.
