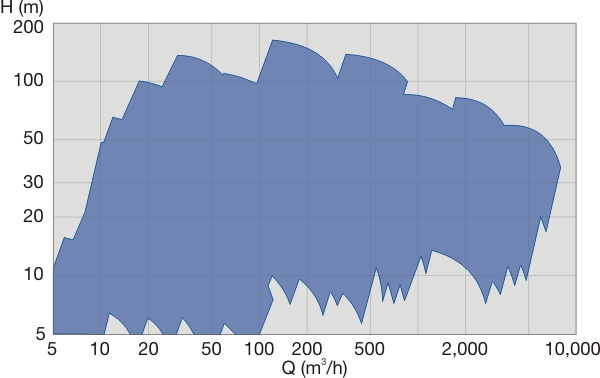
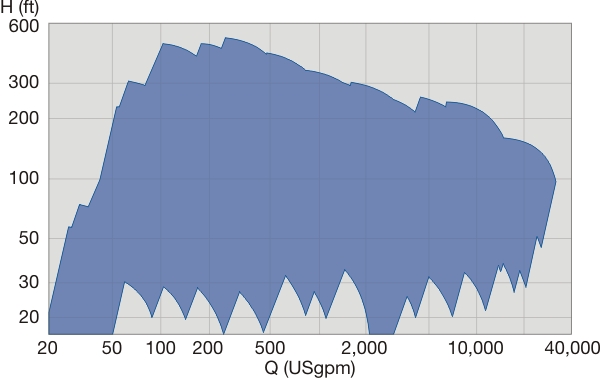
BE end suction single-stage centrifugal pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs.
Limited availability. Please contact your local sales representative for more information.
Main benefits
Long and trusted experience in all industrial segments
Excellent performance
Exceeds standard requirements of international ISO 5199 standards
Suitable for the most demanding industrial applications
Unique and superior design features minimize life cycle-costs
Quick and easy installation, safe operation, easy maintenance and service
Nordlaks is a Norwegian fully-integrated company that produces, processes and sells Atlantic salmon and rainbow trout worldwide. It has recently completed the building of a new smolt facility for fish up to 500 grams at Innhavet in Hamarøy municipality. This RAS (Recirculating Aquaculture System) fish farm is the biggest of its kind in Norway, with special focus on smolt welfare. The land-based facility has state-of-the-art equipment for optimal biosecurity and sustainability. At the heart of the RAS process, all recirculation pumps were supplied by Sulzer.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
AHLSTAR A end-suction single-stage centrifugal process pumps are used for demanding industrial applications to ensure process reliability, high efficiency and low operating costs. The pump exceeds the requirements of ISO 5199.
The SNS end-suction pump has been designed to exceed the highest energy efficiency regulations across all industries and also the design requirements of ISO 5199 international standard. The innovative design makes this centrifugal pump more reliable while significantly reducing total cost of ownership.
Sulzer SALOMIX™ and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes.
Original Scanpump pump spare parts ensure optimum pumping performance. High-quality spare parts are available with quick and reliable delivery, and are based on the latest original drawings.
Reliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance.
When your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package.
How can we help you?
Talk or write to our experts to find your best solution.