- Easy to install and freestanding on the bottom of the basin—no need to empty the basin for installation
- Wear-resistant and long lifetime
- Very low noise level, no aerosol formation, and no sedimentation on the bottom, thereby minimizing environmental effects
- Self-cleaning
- High Standard Oxygen Transfer Rate (SOTR) and Standard Aeration Efficiency (SAE) values
- Excellent solids suspension capability
Submersible aerator type ABS XTA XTAK
All in one aerator
The XTA and XTAK are self-aspirating submersible aerators for wastewater and water treatment in municipal and industrial plants. The main areas of application are mixing and equalization tanks, activated sludge tanks, SBR, and sludge storage tanks.
- Activated sludge basins and Sequencing Batch Reactors (SBR), providing aeration and mixing in one unit for degradation of biomass load
- Mixing and equalization basins providing uniform wastewater loading to downstream processes, and eliminating odors
- Sludge storage and stabilization, providing odor control as well as oxidation of sludge
- Flotation of oil and grease
- Additional aeration
- Neutralization of alkaline wastewater with CO2 or flue gas
Main design features
The XTA/XTAK self-aspirating aerator is a submerged aerator, mixer, blower, and pump combined in a single unit. It has the power to meet the most demanding oxygen transfer and mixing requirements.
The XTA aerator is available in a full range of Premium Efficiency IE3 motors from 3 to 75 kW and with an oxygen transfer of up to 80 kg O2/h.
The main areas of application are mixing and equalization tanks, activated sludge tanks, SBR, and sludge storage tanks at water depths from 2 to 9 m (7–30 ft).
Key characteristics
| Oxygen transfer | up to 80kg O2/h (176 lbs O2/h) |
| Motor range | 3–75 kW (100 hp) |
Applications
-
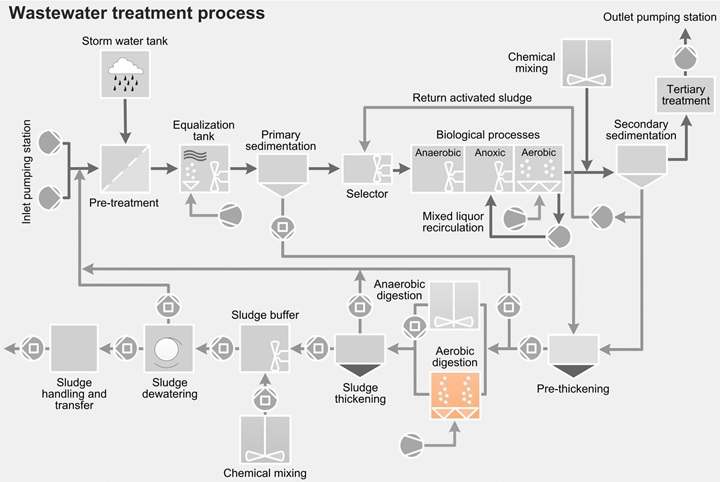 Aerobic digestionIn aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.
Aerobic digestionIn aerobic digestion in wastewater treatment, microorganisms continue to break down the organic material. These microorganisms need aeration in order to function, and some level of mixing is required to keep the process efficient and reliable. The result is reduced sludge volume and the prevention of odor. Sulzer has highly suitable products such as compressors, aerators and disc diffuser systems to support the process in the aerobic digester tank.
-
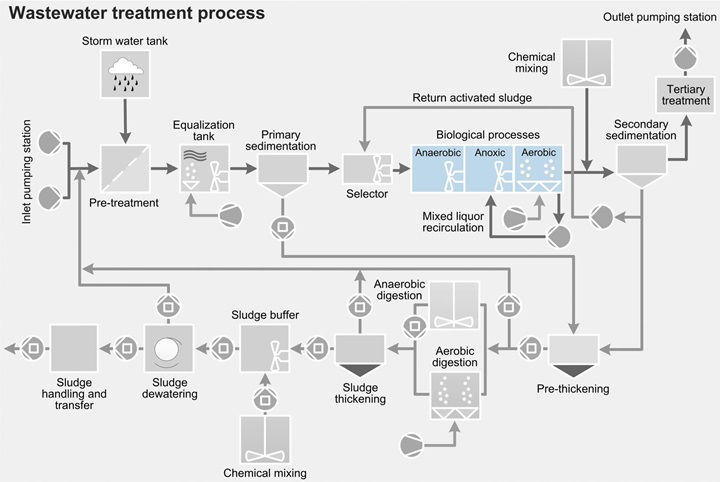 Biological processThe target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.
Biological processThe target of the biological process in wastewater treatment is to remove organic, biodegradable substances via the metabolism of microorganisms and related biochemical processes.
-
 Copper applicationsMaximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.
Copper applicationsMaximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.
-
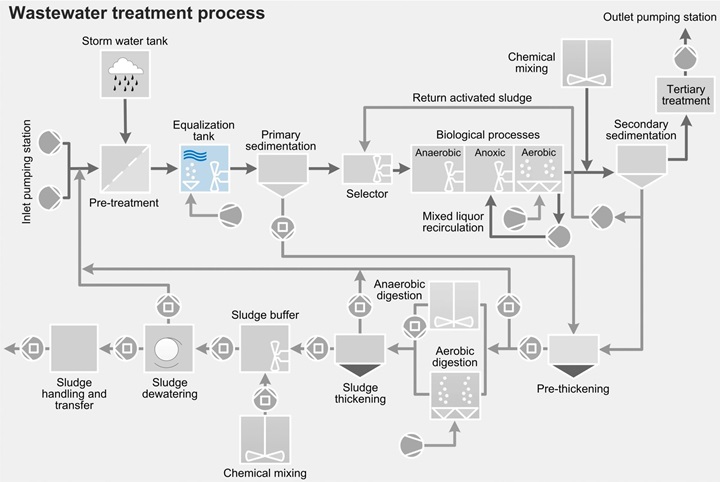 EqualizationThe task of mixing in the equalization process is to blend the wastewater in order to prevent sedimentation, stratification and odor formation. It may also be necessary to mix and homogenize wastewater streams that arrive from different sources. Because the water level in the equalization tanks varies significantly and can sometimes be very low, high demands are placed upon the mixers.
EqualizationThe task of mixing in the equalization process is to blend the wastewater in order to prevent sedimentation, stratification and odor formation. It may also be necessary to mix and homogenize wastewater streams that arrive from different sources. Because the water level in the equalization tanks varies significantly and can sometimes be very low, high demands are placed upon the mixers.
-
 Homogenization, mixing and solids preparationEnsuring a uniform wastewater stream through effective mixing and solids reduction. Protects downstream processes, prevents blockages and provides consistent feed for every treatment stage.
Homogenization, mixing and solids preparationEnsuring a uniform wastewater stream through effective mixing and solids reduction. Protects downstream processes, prevents blockages and provides consistent feed for every treatment stage.
-
 Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
-
 Industry verticalsWe support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.
Industry verticalsWe support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.
-
 Organic and solids load reduction (BOD / COD / TSS)Pretreatment, primary & secondary steps that cut polluting loads to acceptable levels.
Organic and solids load reduction (BOD / COD / TSS)Pretreatment, primary & secondary steps that cut polluting loads to acceptable levels.
-
 Regulatory compliance and discharge consentsMeeting local discharge permits, trade effluent limits and environmental directives
Regulatory compliance and discharge consentsMeeting local discharge permits, trade effluent limits and environmental directives
-
 Sludge management and dewateringThickening & dewatering that cut transport costs and prep sludge for anaerobic digestion.
Sludge management and dewateringThickening & dewatering that cut transport costs and prep sludge for anaerobic digestion.
-
 Targeted contaminant and nutrient removalNitrogen (N) and Phosphorus (P) reduction, fats, oils & grease (FOG), metals, salts, micro-pollutants and industry specific compounds.
Targeted contaminant and nutrient removalNitrogen (N) and Phosphorus (P) reduction, fats, oils & grease (FOG), metals, salts, micro-pollutants and industry specific compounds.
-
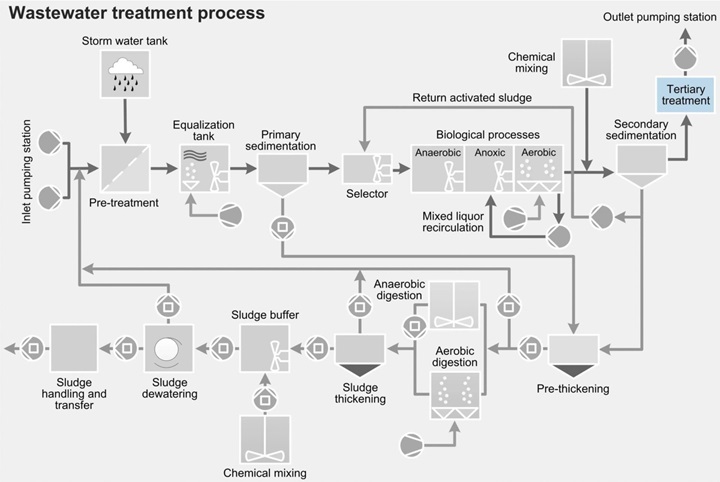 Tertiary treatmentTreated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow.
Tertiary treatmentTreated wastewater may occasionally require further treatment. Local discharge rules may pose strict limits that cannot be fulfilled by even the most effective process, or a higher quality of effluent may be requested for its reuse. When tertiary treatment is needed, various levels of filtration can be applied, including very fine filtration. Often, however, a final step of mixing and aeration is sufficient to achieve the target. When this is the case, Sulzer's submersible mixer types ABS XRW and RW can be used, along with submersible aerator type ABS TA–TAK and disc diffuser system types ABS PIK, DS and Sucoflow.
-
 Water reuse and resource recoveryClosing the loop through filtration, membrane systems and heat / biogas capture.
Water reuse and resource recoveryClosing the loop through filtration, membrane systems and heat / biogas capture.


Case studies and articles
-
 Delivering cost savings for wastewater treatmentAir is one of the most important elements used in wastewater treatment processes. Activated sludge systems require proper aeration of the wastewater to ensure the biological decomposition of organic compounds. However, while air costs nothing, the systems required to deliver it can account for 50 to 90% of the energy consumption of a plant. Therefore, the decisions made with respect to this equipment can have a significant impact on running costs.
Delivering cost savings for wastewater treatmentAir is one of the most important elements used in wastewater treatment processes. Activated sludge systems require proper aeration of the wastewater to ensure the biological decomposition of organic compounds. However, while air costs nothing, the systems required to deliver it can account for 50 to 90% of the energy consumption of a plant. Therefore, the decisions made with respect to this equipment can have a significant impact on running costs.
-
 Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Documents
Data sheets
Dimension drawings
Installation manuals
Talk or write to our experts to find your best solution.
