- High durability due to heavy-duty construction
- High reliability and minimum lifecycle costs
- Maximum adaptability due to a wide range of different hydraulics, designs and materials
- Can run dry
- No sealing system required
- Low and easy maintenance
Heavy-duty cantilever sump pump type Ensival Moret VAP
Durability for pumping demanding liquids and slurry
The VAP vertical cantilever sump pump is especially suited for heavy-duty applications. The wide range of designs, hydraulics and materials makes it adaptable for all types of severe applications.
VAP heavy-duty cantilever sump pump is suitable for highly demanding applications such as:
- highly corrosive, abrasive, encrusting liquid and slurry
- high-temperature pumping
- molten metal pumping
Main design features
- Heavy-duty construction
- All types of hydraulics available: open, semi-open or vortex impellers
- No sealing required
- No intermediate bearing
- Dry running allowed
- Discharge separate from the shaftline
- Bearing assembly is sealed to prevent contamination by liquids or gases
- Special design for high-temperature applications
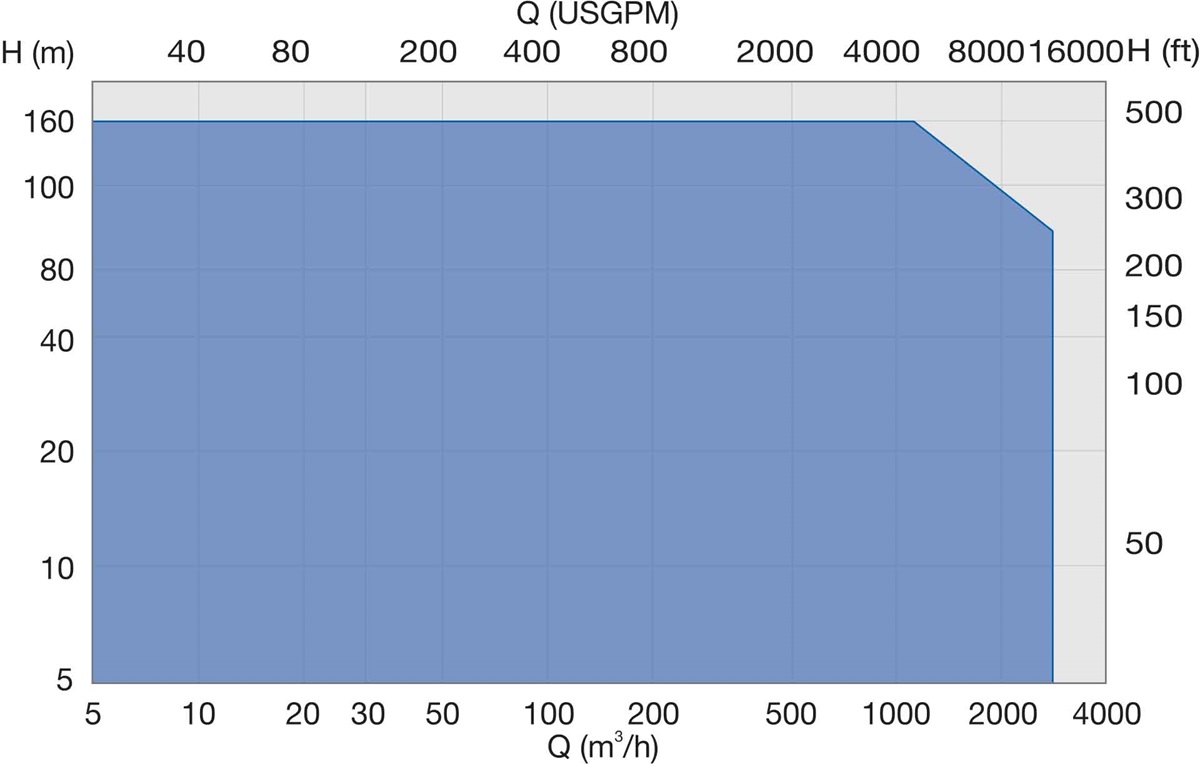
Key characteristics
| Capacities | up to 3’500 m3/h / 15’400 USgpm |
| Heads | 150 m / 500 ft. |
| Pressures | up to 20 bar / 290 psi |
| Temperatures | up to 900°C / 1‘652°F |