Exceeding expectations: our record-breaking process pump range
The SNS end-suction pump has been designed to exceed the highest energy efficiency regulations across all industries and also the design requirements of ISO 5199 international standard. The innovative design makes this centrifugal pump more reliable while significantly reducing total cost of ownership.
The SNS process pump range not only meets the ErP 0.4 (Energy-related Products) criteria, but breaks all records by exceeding MEI 0.7 level (Minimum Efficiency Index)
The highest efficiency on the process pump market providing clear savings in energy consumption
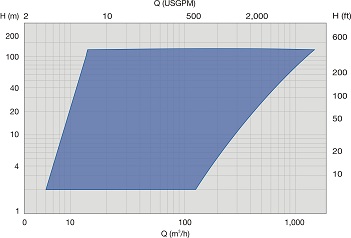
Highest hydraulic power on the process pump range. The SNS pump provides increased flow and a higher head than a conventional pump
Low energy consumption due to high efficiency
Low spare part costs due to high standardization
Low installation and maintenance costs due to easy installation and unique design
Main applications
SNS end-suction process pumps are used in a wide variety of general and industrial applications to pump
Innovative, high efficiency, low NPSHr (Net Positive Suction Head required) impeller
Optimized shaft sealing chamber and innovative patent pending balancing holes guarantee ideal conditions for the shaft seal maximizing its life time
Innovative and reliable patent pending integrated Sulzer mechanical seals for trouble-free shaft sealing
Heavy-duty, rigid and compact bearing units with long bearing life and leakage-free construction
All pumps in the SNS end-suction process pump range have been standardized, using common modules and components. Fewer parts means greater process reliability and lower spare parts inventory costs.
The customer was running slurry pumps in a simple mine dewatering application, but wanted increased capacity and efficiency to reduce costs in the mine. The installation of Sulzer's high-efficiency SNS process pump gave remarkable annual energy savings.
FS - Fueling Sustainability, located near Lucas do Rio Verde, Mato Grosso, is the first corn-only ethanol plant in Brazil. The production started in 2017 with an initial capacity of 250 million liters per year. The facility utilizes the latest process technologies from ICM, an innovative company headquartered in Colwich, KS, USA that has become a world leader in biorefining technologies and processes. In addition to bioethanol, some high-value coproducts such as corn oil as well as high-protein and high-fiber dried distiller’s grains are produced. The plant also generates electricity from the biomass, partly for internal use and the surplus for sale.
Pumps play a critical role in all mining operations and they are, therefore, among the most important equipment in a mine. In this article we explain why. Read the article.
Pumps are at the heart of phosphate fertilizer production, and correct equipment selection that takes into consideration hydraulic design, materials of construction, application knowledge, duty point and maintenance regime are critical to achieving reliable long-term pumping operation and maximum plant production. Read the whole article.
Pumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article.
Industrial customers require insights into the behavior of their assets to proactively plan maintenance across their production facilities. This is commonly referred to as ‘condition monitoring’ and achieved by measuring and trending operational parameters such as bearing unit temperature and vibration that give an indication of the asset’s condition. Read the whole article.
The mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids. As well as having to deal with the process requirements, products must also be compliant with the environmental and legislative constraints in play across geographies. Read the whole article.
Sulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By the end of 2024, this partnership is anticipated to have grown to the delivery of almost 2’000 pieces of equipment, including pumps, sealing systems, agitators and static mixers across six production plants in Brazil.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Sulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
With a comprehensive global reference base, broad range of reliable pumps and other process equipment and full line of lifecycle services Sulzer is the chosen equipment supplier for lithium processing. Our equipment is constantly developed for more efficient extraction and production of lithium-based compounds like lithium carbonate, lithium hydroxide, and lithium chloride.
Whether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving.
Our dewatering pumps are rugged and ready, taking on the toughest drainage and sludge removal.
Getting drinking water to all parts of a distribution network involves many challenges along the way. From the water treatment plant through pumping stations and beyond, Sulzer pumps lift and move the drinking water to bring it to its destination at sufficient flow and pressure.
When planning new water treatment plants or upgrading existing ones, operating costs are as important as investment costs. Sulzer’s innovative pumps, mixers and compressors combine reliable treatment performance with superior energy efficiency.
Metsä Fibre, part of the Finnish forest industry company Metsä Group, and Sulzer Pumps Finland have signed an agreement for the supply of process pumps, medium-consistency pumps and mixers for the main processes of the bioproduct mill that will be built in Kemi. The delivery will include several hundred devices.
Sulzer SALOMIX™ and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes.
Reliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance.
Original spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs.
When your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package.
Our solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
Our pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
Food and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration.
Long experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
Biofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
Sulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
You can rely on our high-performance pumps for efficient operations of fossil-fired, nuclear, and renewable power generation. Our maintenance and repair services for turbines, pumps, and generators ensure continuous operations.
Sulzer offers a comprehensive portfolio of pumps and process equipment for abrasive and corrosive environments in mine water management applications.
Play Video
The innovative design means higher efficiency that translates to lower energy consumption. Coupled with this, high standardization, easy installation and unique construction also equate to lower maintenance and operating costs.
How can we help you?
Talk or write to our experts to find your best solution.
 Reliable SNS process pump for dewatering applicationsThe customer was running slurry pumps in a simple mine dewatering application, but wanted increased capacity and efficiency to reduce costs in the mine. The installation of Sulzer's high-efficiency SNS process pump gave remarkable annual energy savings.
Reliable SNS process pump for dewatering applicationsThe customer was running slurry pumps in a simple mine dewatering application, but wanted increased capacity and efficiency to reduce costs in the mine. The installation of Sulzer's high-efficiency SNS process pump gave remarkable annual energy savings. AHLSTAR and SNS pumps throughout corn ethanol processFS - Fueling Sustainability, located near Lucas do Rio Verde, Mato Grosso, is the first corn-only ethanol plant in Brazil. The production started in 2017 with an initial capacity of 250 million liters per year. The facility utilizes the latest process technologies from ICM, an innovative company headquartered in Colwich, KS, USA that has become a world leader in biorefining technologies and processes. In addition to bioethanol, some high-value coproducts such as corn oil as well as high-protein and high-fiber dried distiller’s grains are produced. The plant also generates electricity from the biomass, partly for internal use and the surplus for sale.
AHLSTAR and SNS pumps throughout corn ethanol processFS - Fueling Sustainability, located near Lucas do Rio Verde, Mato Grosso, is the first corn-only ethanol plant in Brazil. The production started in 2017 with an initial capacity of 250 million liters per year. The facility utilizes the latest process technologies from ICM, an innovative company headquartered in Colwich, KS, USA that has become a world leader in biorefining technologies and processes. In addition to bioethanol, some high-value coproducts such as corn oil as well as high-protein and high-fiber dried distiller’s grains are produced. The plant also generates electricity from the biomass, partly for internal use and the surplus for sale. Pumps keep mines dryPumps play a critical role in all mining operations and they are, therefore, among the most important equipment in a mine. In this article we explain why. Read the article.
Pumps keep mines dryPumps play a critical role in all mining operations and they are, therefore, among the most important equipment in a mine. In this article we explain why. Read the article. Pumping equipment in phosphate fertilizer processesPumps are at the heart of phosphate fertilizer production, and correct equipment selection that takes into consideration hydraulic design, materials of construction, application knowledge, duty point and maintenance regime are critical to achieving reliable long-term pumping operation and maximum plant production. Read the whole article.
Pumping equipment in phosphate fertilizer processesPumps are at the heart of phosphate fertilizer production, and correct equipment selection that takes into consideration hydraulic design, materials of construction, application knowledge, duty point and maintenance regime are critical to achieving reliable long-term pumping operation and maximum plant production. Read the whole article. Energy efficiency of pumping systemsPumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article.
Energy efficiency of pumping systemsPumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article. IoT condition monitoring in the process industryIndustrial customers require insights into the behavior of their assets to proactively plan maintenance across their production facilities. This is commonly referred to as ‘condition monitoring’ and achieved by measuring and trending operational parameters such as bearing unit temperature and vibration that give an indication of the asset’s condition. Read the whole article.
IoT condition monitoring in the process industryIndustrial customers require insights into the behavior of their assets to proactively plan maintenance across their production facilities. This is commonly referred to as ‘condition monitoring’ and achieved by measuring and trending operational parameters such as bearing unit temperature and vibration that give an indication of the asset’s condition. Read the whole article. Expert solutions for mining and quarryingThe mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids. As well as having to deal with the process requirements, products must also be compliant with the environmental and legislative constraints in play across geographies. Read the whole article.
Expert solutions for mining and quarryingThe mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids. As well as having to deal with the process requirements, products must also be compliant with the environmental and legislative constraints in play across geographies. Read the whole article. Supporting sustainable fuel productionSulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By the end of 2024, this partnership is anticipated to have grown to the delivery of almost 2’000 pieces of equipment, including pumps, sealing systems, agitators and static mixers across six production plants in Brazil.
Supporting sustainable fuel productionSulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By the end of 2024, this partnership is anticipated to have grown to the delivery of almost 2’000 pieces of equipment, including pumps, sealing systems, agitators and static mixers across six production plants in Brazil. Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability. Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes. Lithium applicationsWith a comprehensive global reference base, broad range of reliable pumps and other process equipment and full line of lifecycle services Sulzer is the chosen equipment supplier for lithium processing. Our equipment is constantly developed for more efficient extraction and production of lithium-based compounds like lithium carbonate, lithium hydroxide, and lithium chloride.
Lithium applicationsWith a comprehensive global reference base, broad range of reliable pumps and other process equipment and full line of lifecycle services Sulzer is the chosen equipment supplier for lithium processing. Our equipment is constantly developed for more efficient extraction and production of lithium-based compounds like lithium carbonate, lithium hydroxide, and lithium chloride. Mine water managementSulzer offers a comprehensive portfolio of pumps and process equipment for abrasive and corrosive environments in mine water management applications.
Mine water managementSulzer offers a comprehensive portfolio of pumps and process equipment for abrasive and corrosive environments in mine water management applications. MiningWhether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving. Our dewatering pumps are rugged and ready, taking on the toughest drainage and sludge removal.
MiningWhether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving. Our dewatering pumps are rugged and ready, taking on the toughest drainage and sludge removal.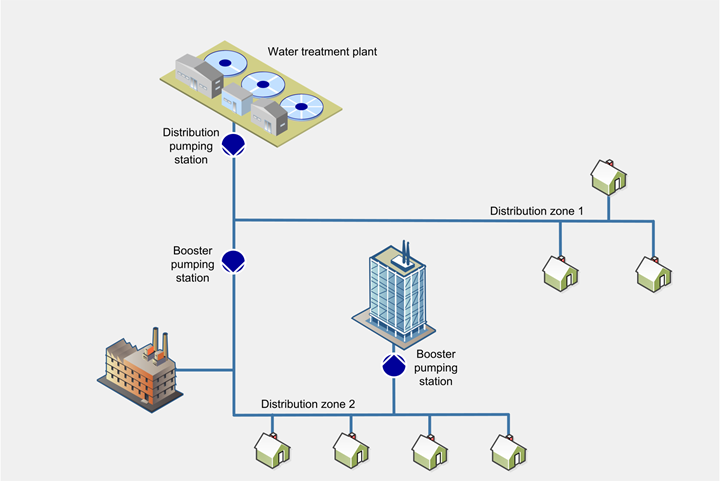 Municipal clean water supply and distributionGetting drinking water to all parts of a distribution network involves many challenges along the way. From the water treatment plant through pumping stations and beyond, Sulzer pumps lift and move the drinking water to bring it to its destination at sufficient flow and pressure.
Municipal clean water supply and distributionGetting drinking water to all parts of a distribution network involves many challenges along the way. From the water treatment plant through pumping stations and beyond, Sulzer pumps lift and move the drinking water to bring it to its destination at sufficient flow and pressure. Municipal clean water treatmentWhen planning new water treatment plants or upgrading existing ones, operating costs are as important as investment costs. Sulzer’s innovative pumps, mixers and compressors combine reliable treatment performance with superior energy efficiency.
Municipal clean water treatmentWhen planning new water treatment plants or upgrading existing ones, operating costs are as important as investment costs. Sulzer’s innovative pumps, mixers and compressors combine reliable treatment performance with superior energy efficiency. Sulzer to supply pumps and mixers to the new bioproduct mill in Kemi, FinlandMarch 24, 2021Metsä Fibre, part of the Finnish forest industry company Metsä Group, and Sulzer Pumps Finland have signed an agreement for the supply of process pumps, medium-consistency pumps and mixers for the main processes of the bioproduct mill that will be built in Kemi. The delivery will include several hundred devices.
Sulzer to supply pumps and mixers to the new bioproduct mill in Kemi, FinlandMarch 24, 2021Metsä Fibre, part of the Finnish forest industry company Metsä Group, and Sulzer Pumps Finland have signed an agreement for the supply of process pumps, medium-consistency pumps and mixers for the main processes of the bioproduct mill that will be built in Kemi. The delivery will include several hundred devices. Agitators, dynamic mixersSulzer SALOMIX™ and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes.
Agitators, dynamic mixersSulzer SALOMIX™ and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes. Pump servicesReliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance.
Pump servicesReliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance. Original pump spare partsOriginal spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs.
Original pump spare partsOriginal spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs. Service kitsWhen your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package.
Service kitsWhen your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package. Sulzer mechanical sealsSulzer mechanical seals are strong by design and have been proven very reliable in various pumping applications.
Sulzer mechanical sealsSulzer mechanical seals are strong by design and have been proven very reliable in various pumping applications. Chemical processingOur solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
Chemical processingOur solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials. FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors. Food and beverageFood and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration.
Food and beverageFood and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration. Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries. BiofuelsBiofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
BiofuelsBiofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations. Pulp, paper and boardSulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
Pulp, paper and boardSulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies. Power generationYou can rely on our high-performance pumps for efficient operations of fossil-fired, nuclear, and renewable power generation. Our maintenance and repair services for turbines, pumps, and generators ensure continuous operations.
Power generationYou can rely on our high-performance pumps for efficient operations of fossil-fired, nuclear, and renewable power generation. Our maintenance and repair services for turbines, pumps, and generators ensure continuous operations.

