Gama de bombas de proceso monoetapa de aspiración axial SNS
Nuestra inigualable gama de bombas de proceso supera las expectativas
La gama de bombas de aspiración axial SNS ha sido diseñada para exceder las más estrictas regulaciones de eficiencia energética en todas las industrias, así como los requisitos de diseño de la norma internacional ISO 5199. Su diseño innovador proporciona a esta bomba centrífuga una gran fiabilidad a la vez que reduce el coste total de propiedad.
La gama de bombas de proceso SNS no solo cumple con los criterios ErP (Productos relacionados con la Energía), sino que además supera las exigencias del Índice de Eficiencia Mínima (Minimum Efficiency Index, MEI) 0,7
Máxima eficiencia en el mercado de bombas de proceso que proporciona ahorros evidentes en el consumo de energía
Máxima potencia hidráulica en la gama de bombas de proceso. La bomba SNS ofrece un caudal y una altura superiores a los de una bomba convencional
Menor consumo energético gracias a su alto rendimiento
Bajo coste de las piezas de repuesto como resultado de una alta estandarización
Reducidos costes de instalación y mantenimiento gracias a su fácil instalación y diseño único
Aplicaciones
Las bombas de proceso de aspiración axial SNS se utilizan en una gran variedad de aplicaciones generales e industriales para bombear:
Innovador impulsor de alto rendimiento y baja NPSHr (Altura neta positiva de aspiración requerida)
Cámara de sellado del eje optimizada e innovadores orificios de equilibrio (patente en trámite) que garantizan las condiciones idóneas para el sellado del eje, maximizando su vida útil
Innovadores y fiables sellos mecánicos integrados de Sulzer (patente en trámite) para un sellado del eje seguro
Rodamientos resistentes, rígidos y compactos, con una larga vida útil y construcción a prueba de fugas
Todas las bombas de la gama de bombas de proceso de aspiración axial SNS están estandarizadas con módulos y componentes comunes. Un número menor de piezas significa una mayor fiabilidad del proceso y menores costes de inventario de piezas de repuesto.
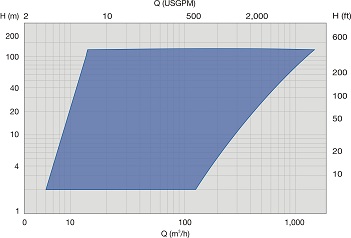
Caudal hasta 1’400 m3/h / 6000 US gpm (galones por minuto)
Alturas
Altura hasta 160 m / 525 pies
Presiones
Presión hasta 16 bares/230 psi (libras por pulgada cuadrada)
Temperaturas
Temperatura hasta 120 °C / 250 °F
Bridas de descarga
Tamaños de descarga desde 25 mm/1 pulgada hasta 125 mm/5 pulgadas
Velocidad máxima de giro
Velocidad de giro hasta 3600 rpm
Rango de trabajo
Las bombas centrífugas SNS proporcionan una amplia y precisa cobertura hidráulica para satisfacer los requisitos de proceso de multitud de aplicaciones generales e industriales.
Estamos allí donde haya un fluido que bombear, agitar, controlar o aplicar. Vea cómo nuestras soluciones generan valor para nuestros clientes y cómo podemos conseguir que los procesos de bombeo y agitación sean más eficientes y rentables, protegiendo su producción y asegurando una fiabilidad duradera.
Tanto en superficie como bajo tierra, las condiciones de trabajo en las minas son siempre hostiles. Además de arena, fango, lodo, piedras y rocas, es necesario extraer grandes volúmenes de agua para mantener la producción en marcha.
Nuestras robustas bombas de achique se suministran preparadas para empezar a trabajar de inmediato y hacer frente a los trabajos de achique de agua y bombeo de lodos más difíciles.
Con una extensa lista de referencias a nivel mundial, una amplia gama de bombas y otros equipos de procesos de alta fiablidad, así como una línea completa de servicios para todo el ciclo de vida, Sulzer es el proveedor de equipos idóneo para el procesamiento de litio. Nuestros equipos están en constante evolución para mejorar la eficiencia en la extracción y producción de compuestos de litio como carbonato de litio, hidróxido de litio y cloruro de litio.
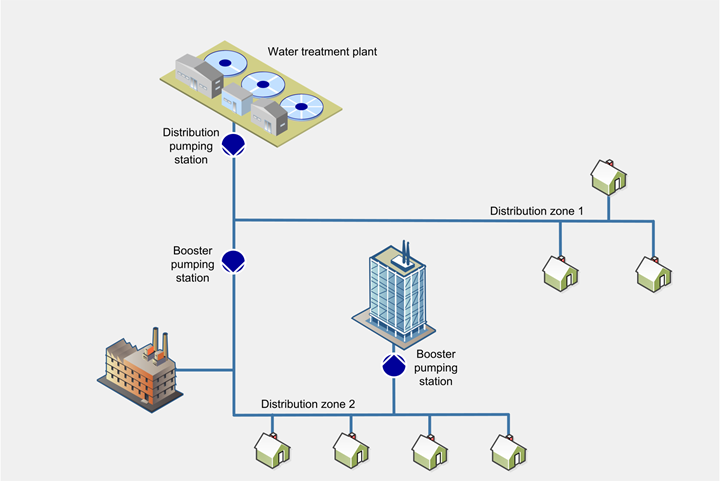
Llevar el agua potable a todos los rincones de la red de distribución supone enfrentarse a numerosos retos a lo largo de todo el camino. Desde la planta potabilizadora hasta las estaciones de bombeo, y más allá, las bombas de Sulzer captan y transportan el agua potable hasta su destino a los niveles de caudal y presión suficientes.
En la planificación de nuevas plantas depuradoras de agua limpia o la renovación de las existentes, los costes de funcionamiento son tan importantes como los costes de inversión. Las bombas, los agitadores y los compresores de Sulzer combinan una fiable capacidad de tratamiento con una eficiencia energética superior.
Sulzer posee profundos conocimientos sobre el tratamiento de aguas residuales y, con nuestra amplia gama de productos, ahora podemos ofrecer soluciones fiables y energéticamente eficientes para procesos de recogida de aguas, neutralización, floculación, sedimentación, refrigeración, aireación, almacenamiento de lodos, digestión y drenaje.
La tecnología de mezcla y agitación SALOMIX™ y Scaba de Sulzer ofrece una amplia gama de productos para aplicaciones industriales. Agitadores horizontales y verticales, mezcladores químicos dinámicos, y productos de control de flujo en torres y tanques que garantizan procesos efectivos de agitación y mezcla.
Los repuestos originales, mecanizados para proporcionar las tolerancias y holguras correctas, se ajustan a la perfección como el primer día. Nuestro compromiso con la mejora constante suele permitirnos suministrar piezas con características mejoradas, de modo que se mejora el rendimiento, se alarga la vida útil del equipo y se reducen los costes de mantenimiento.
Cuando necesite reparar sus equipos evite perder un tiempo valioso buscando las piezas adecuadas o, lo que es peor, detectar que falta alguna pieza pequeña pero esencial. Con los kits de mantenimiento de Sulzer tendrá todo lo que necesita en un solo paquete.
La producción de alimentos y bebidas se beneficia de nuestras soluciones de bombeo y mezcla. Hemos desarrollado bombas y agitadores especiales para la producción de azúcar, almidón y edulcorantes. Frecuentemente se utilizan equipos de separación en la producción de bebidas y nuestras tecnologías de proceso son idóneas para los procesos de purificación y concentración.
Una dilatada experiencia y un pormenorizado conocimiento de aplicaciones en la minería y la metalurgia con distintos materiales convierten a Sulzer en un fiable suministrador de bombas para estas industrias.
Sulzer es el líder mundial en soluciones de bombeo, agitación y mezclado innovadoras, confiables y de eficacia demostrada para la industria papelera. Nuestros amplios conocimientos sobre los procesos y las aplicaciones se basan en la estrecha cooperación a largo plazo con los productores, los proveedores de maquinaria y las empresas de ingeniería.
Puede contar con nuestras bombas de altas prestaciones para operaciones eficientes de generación de energía de combustibles fósiles, nuclear y renovables. Nuestros servicios de mantenimiento y reparación de turbinas, bombas y generadores garantizan un funcionamiento ininterrumpido.
Play Video
Su diseño innovador comporta una mayor eficiencia que se traduce en un menor consumo energético. De igual modo, su alta estandarización, fácil instalación y construcción única también equivalen a menores costes de operación y mantenimiento.
¿Cómo podemos ayudarle?
Póngase en contacto con nuestros expertos para encontrar la mejor solución.