Technical article
Pumping equipment in phosphate fertilizer processes
Pumps are at the heart of phosphate fertilizer production, and correct equipment selection that takes into consideration hydraulic design, materials of construction, application knowledge, duty point and maintenance regime are critical to achieving reliable long-term pumping operation and maximum plant production.
Ground phosphate rock is mined and sent via conveyors, trucks or in some instances pumped to recovery units to separate sand and clays and to remove other impurities. The ground and sized phosphate rock is then attacked by sulfuric acid in a reactor to produce a weak phosphoric acid slurry which is pumped to belt/pan filters to separate the acid and gypsum by-product. In general terms, the process continues through evaporation to increase the acid concentration, there is recovery of emission gases such as fluorine, and the spent process fluid is ultimately discharged to gypsum stacks and/or gypsum ponds and recirculated back to the process. The processes vary depending on the final products that are produced; for example, whether the final product is a super phosphoric acid (SPA) or whether ammonium is added to produce ammonium phosphates MAP, DAP. And the final product may be in a liquid or granular form.
Several different pump designs are used within the process, all of which are critical to the production processes.
Solids handling or slurry pumps may be used at the beginning of the process to handle the phosphate rock in hydro transport or in the initial ball mill circuits for sizing the rock. These pumps handle a concentration of 40-55% solids by weight where abrasion and erosion wear are the primary concern. Particle size, hardness, shape, specific gravity, concentration, and operating conditions are key factors for correct pump selection to ensure optimal performance. Particle velocity is a major contributory factor to wear, which is why the operating speed must also be considered during selection. Such pump equipment offers high efficiencies with large-sphere passages and thicker cross sections on the hydraulic wear parts for extended wear life.
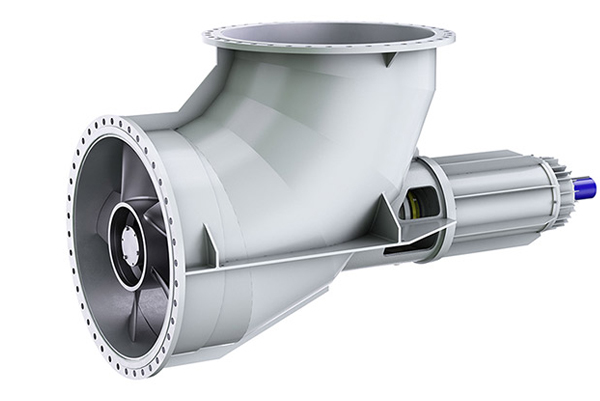
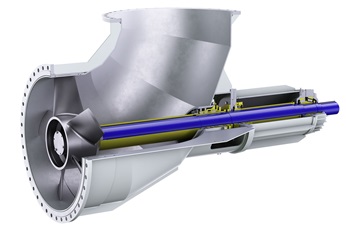
The ground phosphate rock is attacked with sulfuric acid resulting in an exothermic reaction as the sulfuric acid interacts with moisture and heat generated. The acid and phosphate rock slurry are recirculated to the flash cooler to control the temperature increases and enhance the production of weak phosphoric acid. These flash cooler recirculation pumps operate at high flow rates but with a low discharge head pressure typical of an axial flow type pump. They may be supplied in a vertical configuration for convenience of installation. These pumps handle an acid slurry (pH<1, 30-40% CaSO4 solids of 150-250 microns) at temperatures of up to 110°C. The pump selected must also be capable of operating with the low available NPSH, and its performance must be further de-rated due to gases present from the process. Application knowledge and experience are critical to proper pump design and selection.
Filter feed pumps transfer the phosphoric acid slurry to belt and/or pan filters to separate the weak acid liquid and the gypsum by-product solids. Liquid ring vacuum pumps are used to pull an air vacuum under the filter cloth to effectively remove the liquid from the solids leaving a dry filtered cake of gypsum which is disposed of to the gypsum pond or gypsum stack. Liquid ring vacuum pumps operate in these difficult environments, and for best results, high alloys of construction such as duplex and super duplex stainless steels work best for long-term reliability.

Once the liquid acid and gypsum solids are separated at the filter, the weak acid is transferred via process pumps to clarifiers for the further separation of any remaining solids. Process pumps are specially configured to handle acids, and are applied from this point onward moving the weak acid to evaporation and further concentration. Process pumps also move clarifier sludge or underflow to the next stage of the process.
End-suction chemical process pumps represent the biggest number of pumps in the fertilizer plant. They are utilized to transfer the process fluids efficiently and reliably throughout the plant. These pumps vary in size from the smallest to very large sizes such as ones that may be required in pond water applications. Pump selection is based on the required duty conditions (flow, head, specific gravity of the solution, pH, temperature). They are available in a variety of configurations with open and closed impellers, offering various sealing solutions such as single, double and dynamic sealing. They are also available in a variety of materials of construction as required by the application.
Equipment selection should consider high-efficiency hydraulics to minimize power consumption and total cost of ownership. Other features such as sealing and installation configurations should consider the plant and process experience to achieve the best reliable and maintainable installation.
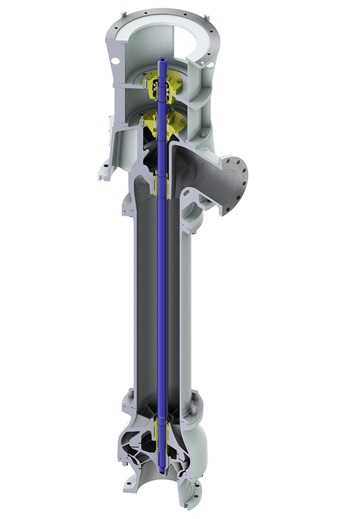
Fertilizer plants also utilize a variety of vertical pump installations in the process for the transfer of fluids at various stages. These installations may utilize vertical turbine pump designs offering mechanical reliability and minimized space requirements. There are also requirements for the clean-up of various spillages from the processes, which are normally collected into various sump pits located around the plant, where vertical cantilever pumps move the spillages to disposal areas. These pumps can be up to 2 meters in length, employing a cantilever shaft with no bearing or sealing in the process fluid. This configuration offers high reliability in these difficult services. Sulfuric acid production uses vertical pumps as they provide safe and reliable production round the clock. The vertical configuration is a safe installation with the flow returning back to the closed sulfuric acid feed tank at the base of the spray towers. The vertical pumps also avoid the need for a mechanical seal to maintain the shaft sealing.
Evaporation is another critical part of the process to concentrate the phosphoric acid. This is a recirculation application where the acid is recirculated through heat exchangers and evaporator vessels removing water and increasing the concentration of the acid. Axial flow pumps provide high flow rates at relatively low discharge heads that are commonly applied in these applications. The flow rates are critical to optimize the evaporation process, and while normally not well measured, they must be controlled. These pumps must also be operated near their best efficiency point to avoid unstable operation characterized by noise, high vibrations and ultimate equipment damage. This application results in the scaling of the heat exchanger tubes over time, and they must be periodically cleaned before the pump’s operating point moves back in the flow rate to an unstable point on its performance curve.
Materials of construction vary within the plant processes. For example, phosphate rock handling applications, at the beginning of the process, may use high-chrome iron in the slurry pumps where abrasive and erosive wear dominates the application. Further down the process, as sulfuric acid is added and phosphoric acid is produced, material selection will shift to duplex and super duplex stainless steels, SMO and in some cases Hastelloys and other high nickel alloys. Material selections are made based on the fluids being handled, concentration, temperature, impurities, and the presence of chlorides. Plant process operation and experience should also be considered. Process and operations vary between fertilizers plants. In some cases, material alloy samples may be considered for in-service evaluation to help determine the optimal suitability of available materials.
Incorrectly selected materials in critical pump equipment may result in reduced running times, and plant reliability is compromised, requiring more frequent unplanned outages for equipment maintenance. '
Total cost of ownership (TCO) must be the primary goal for the proper selection of pump equipment. As stated above, the pump industry has continued to focus on developing higher-efficiency solutions reducing energy consumption for many applications. Considering a plant operating life of 20 years and longer, the initial capital equipment cost is relatively small compared to energy consumption and maintenance costs over the life of the plant, with power costs representing the greatest portion of operating the pump. TCO should be broken down to acquisition, operating and maintenance costs over the operating life of the plant. The final choice of pump type and supplier is often determined by the lowest TCO evaluation.
Global energy consumption is expected to increase significantly, and some estimates suggest values as high as 50% from 2018 levels to 2050. The environmental impact of pumps within industrial processes is under intense scrutiny, and legislation to penalize energy usage is forcing manufacturers to increasingly seek equipment with higher energy efficiency. Mandatory energy efficiency regulations are now being introduced in many industrialized countries, including the MEI index in Europe and other measures in China, Canada and the United States.
Pump designs are evolving with design and manufacture utilizing highly complex and state-of-the-art tools including hydraulic profiling, CAD/CAM, CFD, FEA and 3D printing to aximize hydraulic efficiency. Prototype models undergo a robust testing phase to verify performance before going into full production. The testing and proving process considers the predicted performance criteria in conjunction with wear performance where appropriate.
Timely maintenance for critical pump equipment should be planned with input from the equipment supplier. Maintenance repair training and technical service support should be considered as appropriate for the plant reliability. Critical stock of OEM (original equipment manufacturer) parts should be maintained at the facility. Maintenance regimes vary for the various pump types used by application type, and correctly scheduled maintenance reduces the chances of unplanned shutdowns. Current technology is now available to provide real-time condition monitoring (vibration, temperature) to further determine when maintenance requirements are approaching. Sensor equipment that sends real-time operating data providing onsite and offsite monitoring can be provided on critical pump equipment. Warning alarms, emergency trips and trend data can be collected for equipment evaluation.

Case study
Gypsum removal forms part of the filtration process following the transfer of slurry from the flash cooler. The slurry is abrasive and corrosive as the carrier fluid contains phosphoric and sulfuric acids. The pumps used for this application should have both wear-resistant and corrosion- resistant materials to ensure reliable operation.
The application required the pumping of a corrosive and erosive slurry with up to 25% solids by weight and an average particle size of 360 microns.
The existing pumps were demonstrating an unsuitably short wear life of under four months, with regular failures resulting from wear and corrosion.
Sulzer offered an EMW metal pump with a packed gland seal on a trial basis. The pump was regularly inspected and showed no significant signs of wear. After six months operation, the customer purchased the trial unit, and subsequently replaced several other pumps at the site.
Sulzer is a leading global supplier of reliable products and innovative pumping solutions for end users. Our active research and development, detailed process and application knowledge together with a comprehensive understanding of market demands keeps us consistently at the leading edge of technical development. Our global network of modern manufacturing and packaging facilities together with sales offices, service centers and representatives located close to major markets provide fast responses to customer needs.
This study is a general product presentation. It does not provide a warranty or guarantee of any kind. Please contact us for a description of the warranties and guarantees offered with our products. Directions for use and safety will be given separtely. All information herein is subject to change without notice.
Your contact