Versatile high-pressure process pumps for your demanding applications
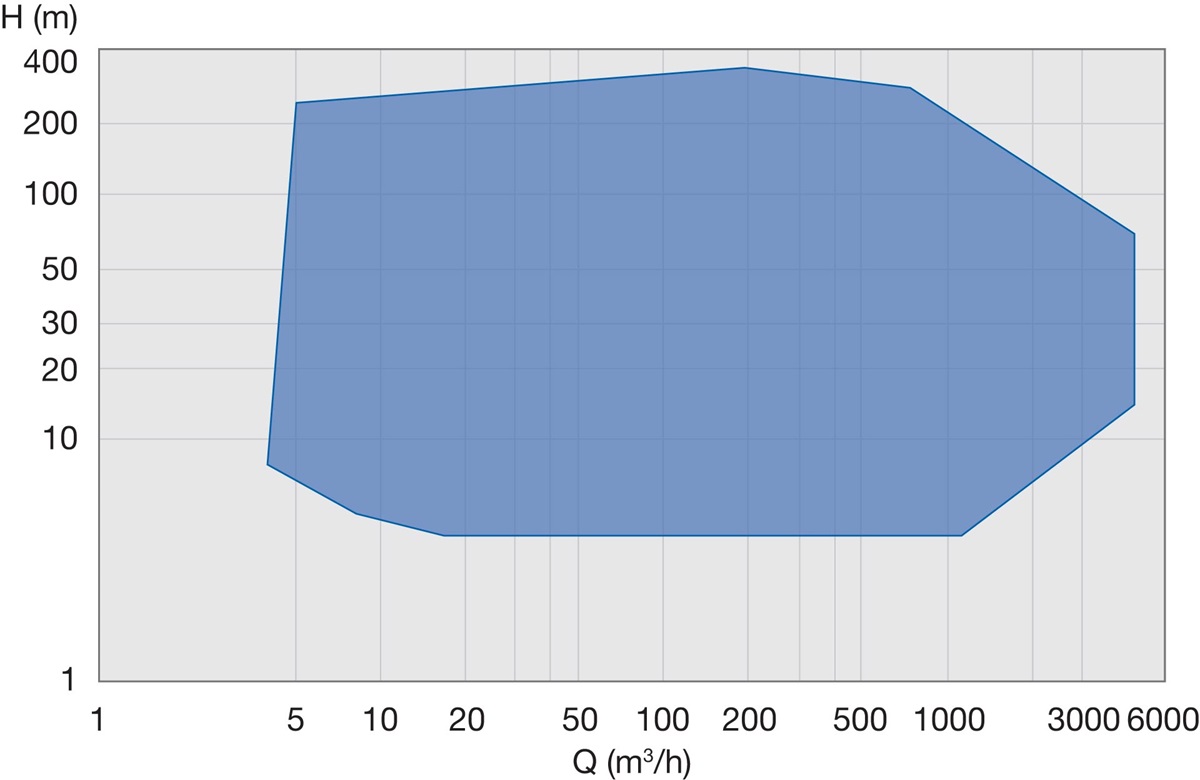
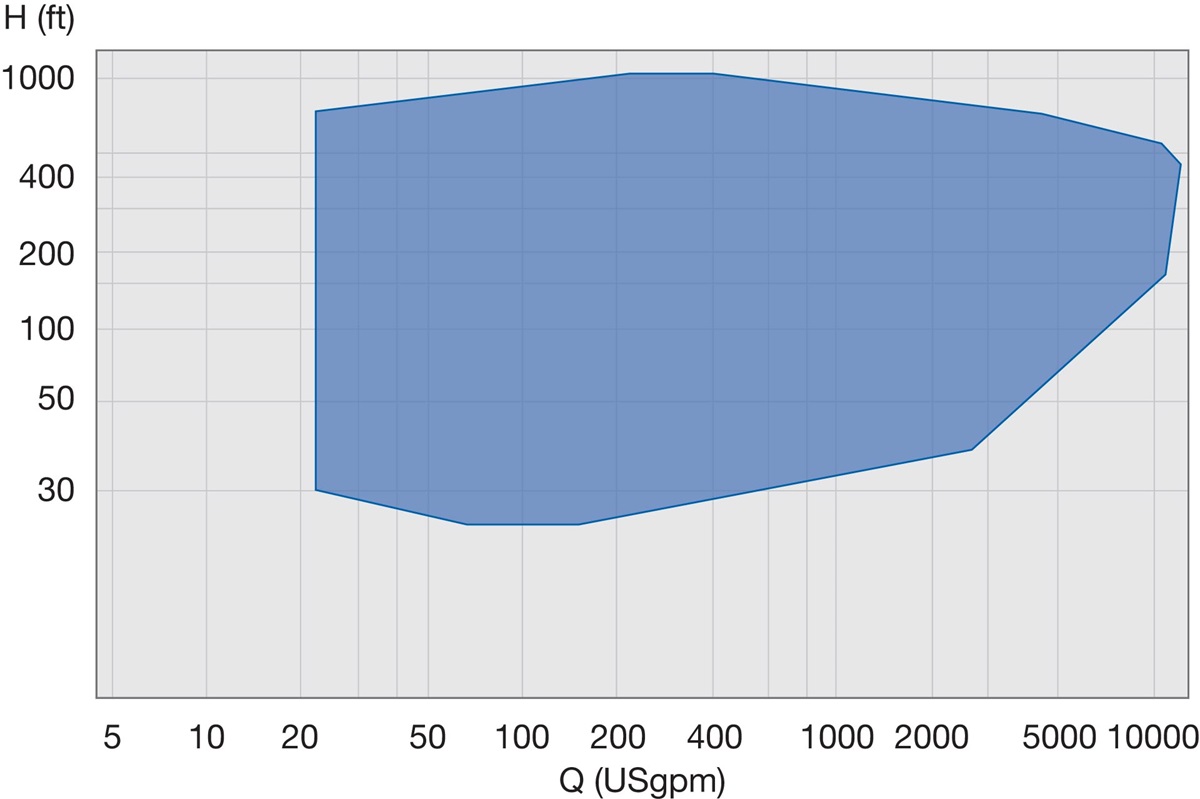
The NRN is a horizontal, single-stage end-suction process pump, designed for heavy-duty applications in various industries. It exceeds the requirements of ISO 5199 and ISO 13709 (API 610) 11th edition, type OH1.
Whether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving.
Our dewatering pumps are rugged and ready, taking on the toughest drainage and sludge removal.
Sulzer’s pumping and mixing solutions for the metal industry are designed for corrosive and abrasive liquids. We offer expertise e.g. for the production of aluminum, copper, nickel, zinc, and precious metals.
We offer efficient repair and maintenance services for rotating equipment like gas turbines, compressors, pumps, and generators. Our pumps cover applications from boiler feed to condensate extraction. We produce critical turbine components.
We offer efficient pumps and related services for boiler feed, condensate extraction, and cooling water applications. We also service the blowers that move pulverized coal into the boiler.
Our solutions for industrial power generation cover various pump applications from boiler feed to cooling water, as well as the fast, efficient maintenance and repair of rotating equipment.
Sulzer is your partner with a longstanding experience in renewable power generation. We continuously improve our products in your favor and care for best efficiency.
Our pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
Sulzer improves quality, capacity, and energy efficiency with its advanced technologies and services for separation processes; including distillation, absorption, evaporation, extraction and crystallization. Our pumps, mixers, and agitators cover the specific requirements in chemical processes.
As a global leader in pump design and manufacture, Sulzer is recognized for delivering the excellent product quality and performance reliability for the most critical applications in desalination.
Metsä Fibre, part of the Finnish forest industry company Metsä Group, and Sulzer Pumps Finland have signed an agreement for the supply of process pumps, medium-consistency pumps and mixers for the main processes of the bioproduct mill that will be built in Kemi. The delivery will include several hundred devices.
Pumps play a critical role in all mining operations and they are, therefore, among the most important equipment in a mine. In this article we explain why. Read the article.
Pumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article.
Sulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By 2026, this partnership will have grown to the delivery of more than 2’500 pieces of equipment, including pumps, sealing systems, agitators and static mixers across eight production plants in Brazil.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
How can we help you?
Talk or write to our experts to find your best solution.