Distillation solutions with solid performance guaranteed
Distillation is the most commonly applied separation technology. We have been supplying process solutions in this field since 1940. To date, more than 100 000 columns are operating with Sulzer equipment, in over 500 different applications.
The design of distillation units is geared to provide you with improved product quality, increased capacity, and lower energy consumption.
Design activities are supported by computer simulations, proprietary sizing tools, and in-house pilot plant testing.
Our vast experience and know-how in the field of distillation, combined with an in-depth understanding of column hardware ensure we provide you with the optimum solution.
We offer you our solutions with solid performance guarantees.
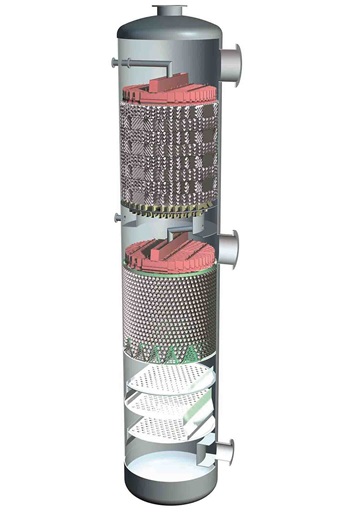
Distillation tower with different types of internals
Leading expert for distillation technologies
Sulzer Chemtech is a leading expert and solutions provider for a range of distillation technologies. Our product portfolio comprises a unique and extensive range of top-performance, state-of-the-art column internals.
Structured packing (for example, MellapakPlus and BXPlus gauze packing)
Random packing
Trays (conventional, high performance and cartridge trays)
Column internals (for example, distributors and collectors)
Vapor-liquid and liquid-liquid phase separators (such as KnitMesh mist eliminators and MellachevronTM vane packs)
We are continuously improving our process solutions to meet your complex distillation challenges. We also offer you combinations with our other state-of-the-art process technologies.
Offering
We offer either a basic engineering package including key equipment such as column shells, internals, heat exchangers, and decanters, or a complete, often skid-mounted unit including process control and start-up support services.