Sulzer's unique polymerization technology based on static mixer reactors (SMR plus) opens up new opportunities for process intensification in terms of high conversion, high throughput, consistently high polymer quality, and accurate control of heat transfer, for both oil-based and biopolymers.
The Sulzer Mixer Reactor (SMR) is a development based on many years of testing and experience with smaller mixers used in a variety of viscous applications. This industrially proven design has recently been upgraded to the new SMR plus, which exhibits even better plug flow behavior.
The unique tube layout in each tube bundle is similar to that of a static mixer geometry, and induces a radial product flow on the shell side that suppresses the formation of laminar layers in viscous streams. This effect enhances the heat transfer to and from the polymer melt and combines well with the extraordinarily high surface area per unit volume, making the SMR plus one of the highest performing reactors / heat exchangers in the industry.
The multitube mixer heat exchanger type SMXL is used mainly for heating and partly for cooling applications especially for heat-sensitive and/or viscous products. A special application is preheating of a polymer solution, where part of the product starts to evaporate already in the heat exchanger, for example prior to entering the devolatilization vessel.
Individual SMR reactors can be put into series to form a loop reactor and are used especially for highly exothermal reactions.
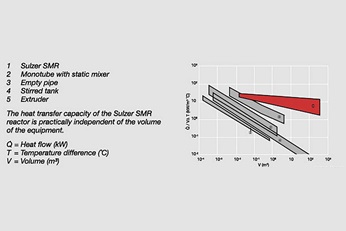
Heat removal capacity of different types of reactor. The SMR™ exhibits almost volume-independent heat transfer.
In order to increase conversion after a CSTR or loop reactor, the SMR is often applied as a post-polymerization reactor. Several SMR modules can be built in series, thus making separate temperature and mixing zones available to meet varying process requirements for high conversions. With decreasing monomer concentrations, the SMR helps accelerate the reaction by establishing a plug flow profile, thus ensuring a homogeneous distribution of monomer in the viscous fluid.
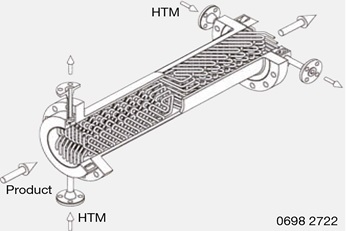
Schematic drawing of a SMR™ type reactor with polymer flow on the shell side and Heat Transfer Medium (HTM) on the tube side
Features
The excellent mixing characteristics of the Sulzer SMR and SMR plus equipment ensure optimum homogenization of local concentration and optimally reduced temperature gradients over the cross-section of the reactor
Thanks to its densely packed heat exchange surface area, the SMR provides reliable heat removal and temperature control of bulk polymerization reactions
With the increased flow rate of the loop concept, even highly exothermal polymerization reactions can be handled safely
The recirculation ratio of the loop reactor can be adjusted to individual process requirements and can reach CSTR (cascade reactor) characteristics in the loop reactor