-
 API 610 and ISO 13709 pumpsAPI 610 / ISO 13709 international standard specifies requirements for overhung, between-bearings and vertically-suspended centrifugal pumps used in petroleum, petrochemical and gas industry process services.
API 610 and ISO 13709 pumpsAPI 610 / ISO 13709 international standard specifies requirements for overhung, between-bearings and vertically-suspended centrifugal pumps used in petroleum, petrochemical and gas industry process services.
-
 CPE ANSI process pumps range (ANSI/ASME B73.1)CPE ANSI pumps are specifically designed to exceed the strictest energy regulations for all industries as well as the requirements of ASME B73.1. With revolutionary hydraulics and high efficiency, they offer the lowest life cycle costs.
CPE ANSI process pumps range (ANSI/ASME B73.1)CPE ANSI pumps are specifically designed to exceed the strictest energy regulations for all industries as well as the requirements of ASME B73.1. With revolutionary hydraulics and high efficiency, they offer the lowest life cycle costs.
-
 OHH overhung single stage pumpsThe OHH is our API 610 (ISO 13709) type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump.
OHH overhung single stage pumpsThe OHH is our API 610 (ISO 13709) type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump.
-
 OHHL low flow high head pumpsThe OHHL is our API 610 (ISO 13709) type OH2 low-flow horizontal overhung process pump. It covers the low-flow end of the OHH range map.
OHHL low flow high head pumpsThe OHHL is our API 610 (ISO 13709) type OH2 low-flow horizontal overhung process pump. It covers the low-flow end of the OHH range map.
-
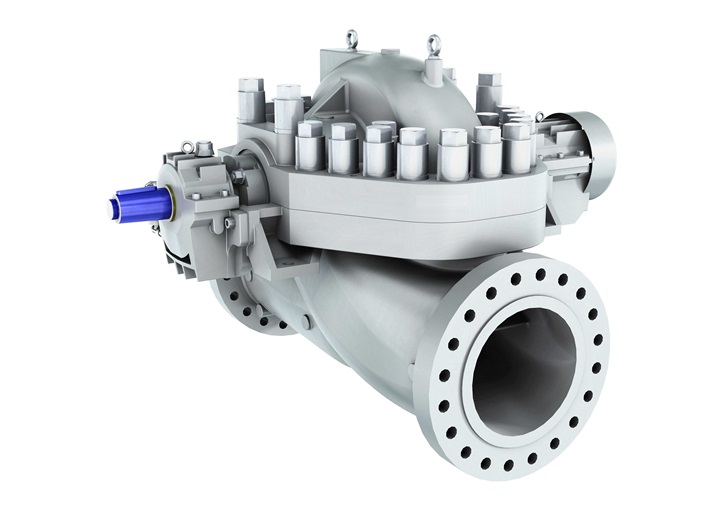 HSB axially split single stage between bearing pumpThe HSB API 610 (ISO 13709) Type BB1 is an axially split, single stage, horizontal, between bearing pump. Many HSB pumps are in service on crude oil pipelines in many parts of the world. Its robust casing and custom hydraulics are specifically designed to meet project requirements.
HSB axially split single stage between bearing pumpThe HSB API 610 (ISO 13709) Type BB1 is an axially split, single stage, horizontal, between bearing pump. Many HSB pumps are in service on crude oil pipelines in many parts of the world. Its robust casing and custom hydraulics are specifically designed to meet project requirements.
Amine treater and sour water stripper
State of the art solutions for reliable performance
Our process and rotating equipment specialists can help you to optimize performance with highly quality equipment at an excellent performance/cost ratio.
Removal of waste gases such as H2S and NH3 are an integral process in nearly all refineries. Amine contactors and strippers are typically located in hydrotreating units while sour water strippers treat combined sour water streams from various sources.
Robust, high performance processing technology is essential for efficient and reliable operation. These often-difficult services must operate reliably for the refinery to function.
Amine treating and sour water stripper process
The primary function of hydrotreaters in refineries is to remove sulfur and nitrogen from hydrocarbon streams. The vapor products from this process will be rich in hydrogen sulfide and ammonia, depending upon the feed composition. The amine recovery process uses aqueous amines to absorb the H2S and NH3 from the vapor streams. The rich amine is then fed to a stripper column that liberates the H2S and NH3 from the amine. The resulting lean amine is then recirculated to the absorber column. The H2S and NH3 products are then sent to the sulfur recovery unit (SRU) for sulfur production. Amine columns are often susceptible to foaming.
Additionally, there are aqueous streams collected during the hydrocarbon processing in various units that contains H2S and NH3. These streams are processed in a sour water stripper column where the H2S and NH3 are stripper from the water and sent to the SRU. The water then goes to further processing. Sour water strippers are often susceptible to foaming and fouling.
The common towers are:
- Absorber column
- Stripper column
- Sour water stripper