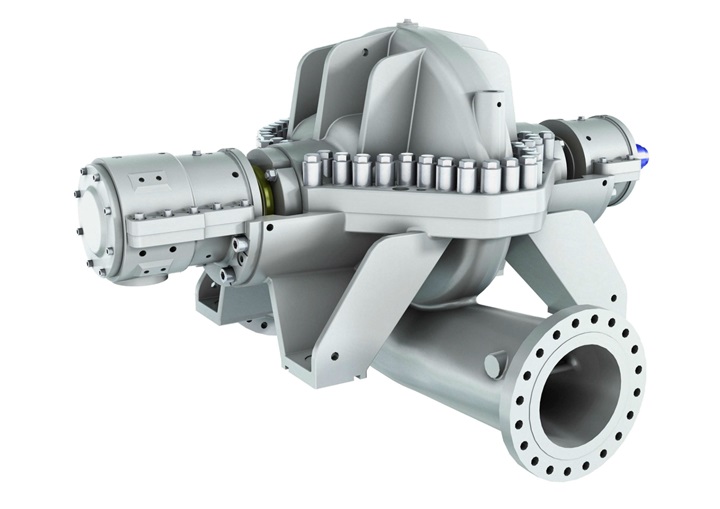
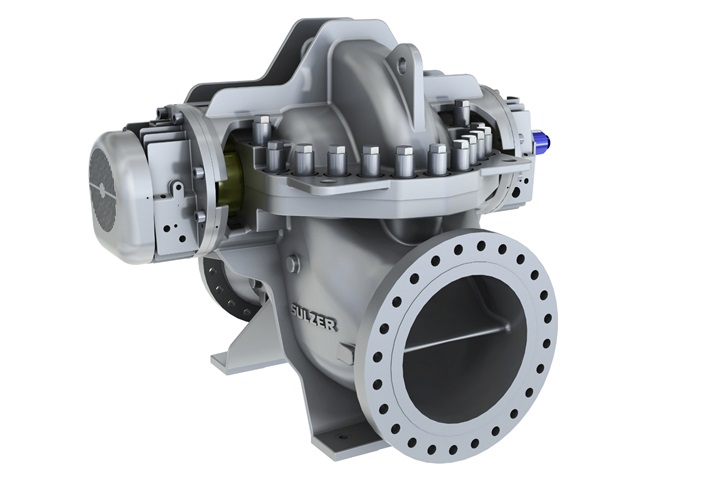
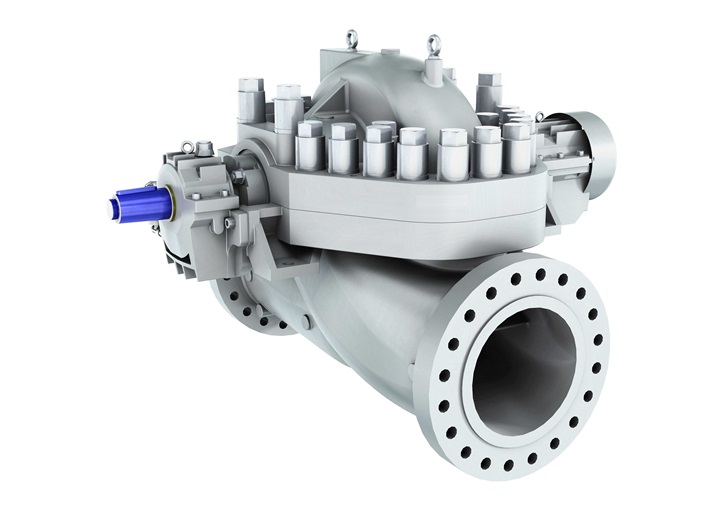
Axially-split one and two stage pumps
Sulzer offers a wide range of double suction axially split pumps, which includes both single and multistage designs. Each product range has special design features for targeted industry applications.
Sulzer axial split single stage, two stage and multistage pumps are used for cooling water, boosting, pipeline, boiler feed and CO2 injection.
Applications and characteristics
- 1 to 14 stages
- High capacity
- High head per stage
- Fewer stages
- High efficiency
- Easy to maintain