CP ISO 13709 / API 610 Type BB5 radially split barrel casing pumps are used in both high-pressure oil production and high-temperature refinery applications. There are hundreds of installations of these highly reliable pumps throughout the world.
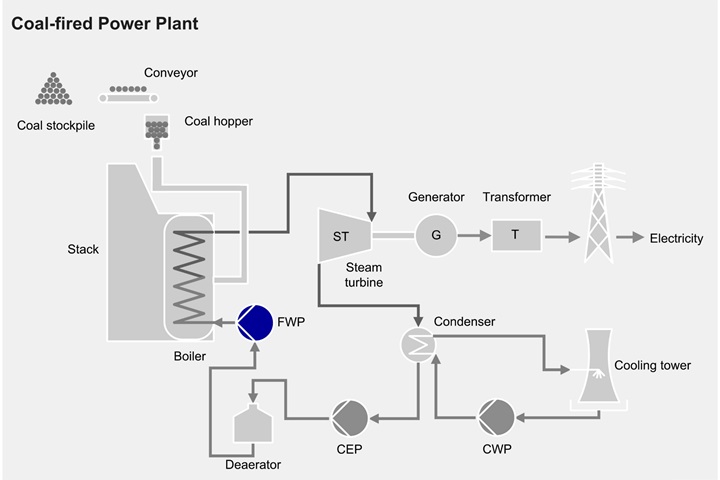
Feed water pumps (FWP) pump the feed water from the de-aerator through the HP heaters to the boiler. The major characteristic of FWP is their high differential head.
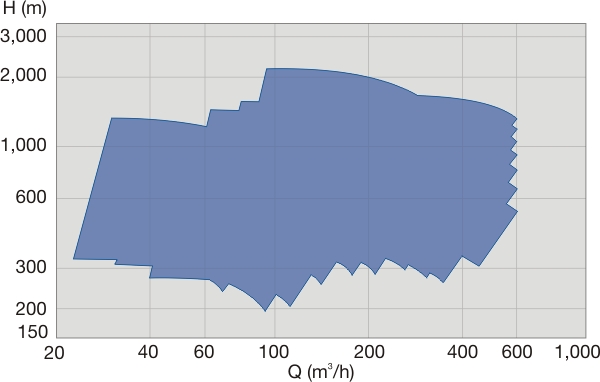
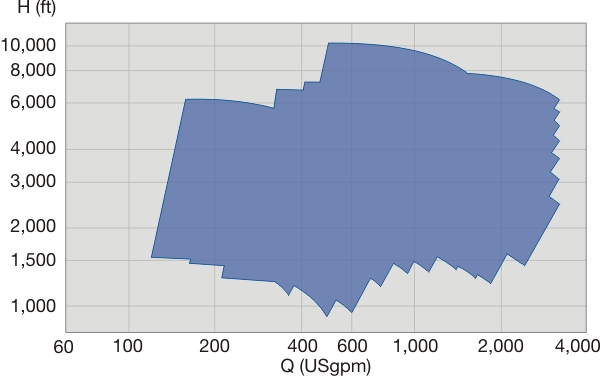
In remote areas, there may not be power available, or, terrain may be so steep that all the pressure rise has to be made in 1 station. Each pump must make the entire head. Pumps are often run in parallel. Hundreds of Sulzer multistage pump performances meet such high pressure requirements.
All the pressure rise must be made in the crude shipping pumps on the platform. Salt spray is corrosive and platform movement during storms can affect reliability. Specially packaged Sulzer multistage pumps are used to move crude oil from offshore platforms to onshore storage or pipeline systems.
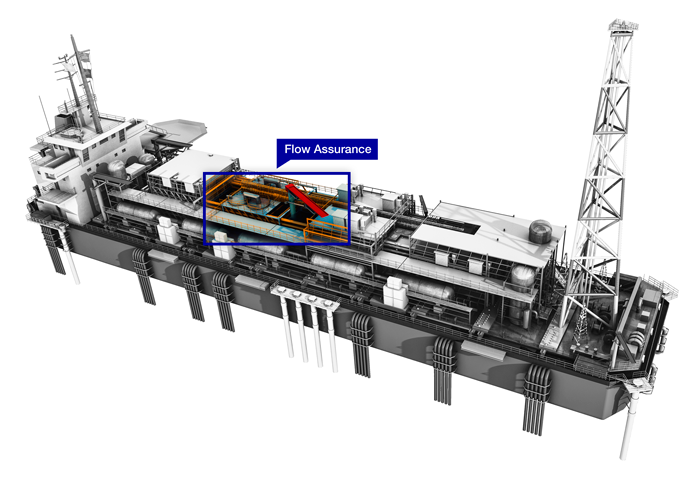
Pumps for flow assurance service, also known as dead oil and hot oil circulation, are critical to maintain oil production in deep cold water. Though usually driven by an electric motor, the Sulzer BB3 and BB5 pumps can be engineered with diesel engine drivers. Along with our reputation for quality and efficiency, our pumps are right for this service.
Many industries aim to reduce their ecological footprint by minimizing energy consumption. Sulzer Hydraulic Power Recovery Reaction Turbines can be used to capture lost energy.
Liquefied Petroleum Gas (LPG) mixtures (ethane, propane, butane) can have vapor pressure up to 40 Bar, specific gravity less than 0.40, and almost no lubricity. Sulzer provides special materials, acoustic studies, and lateral analysis to assure reliable performance with varying flow, speed, and fluid conditions.
Thousands of Sulzer multistage pipeline pumps move diesel fuel, jet fuel, gasoline, and other refined products all over the globe. Sulzer’s global service centers, service and retrofit not only our own pumps, but other pumps and motors as well.
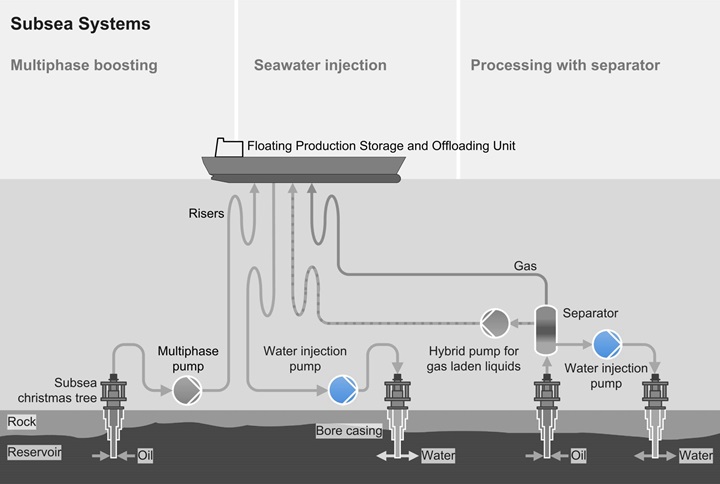
With enhanced oil recovery methods, often prior to injection sea water needs to be treated to remove or reduce salt content.
Sulzer’s pumps achieve this by delivering sea water to the SRU / SWRO membrane racks.
For the past 30 years, Sulzer multistage pumps have been used to pump compressible, dense phase ethylene and CO2 at normal and supercritical pressures. Compressible performance prediction, acoustic studies, and, lateral analysis, are all part of service provided by Sulzer engineers for such rigorous applications.