- Simple and robust design with ease of maintenance
- High reliability
- Minimum life cycle costs
- Designed for all types of hydraulics
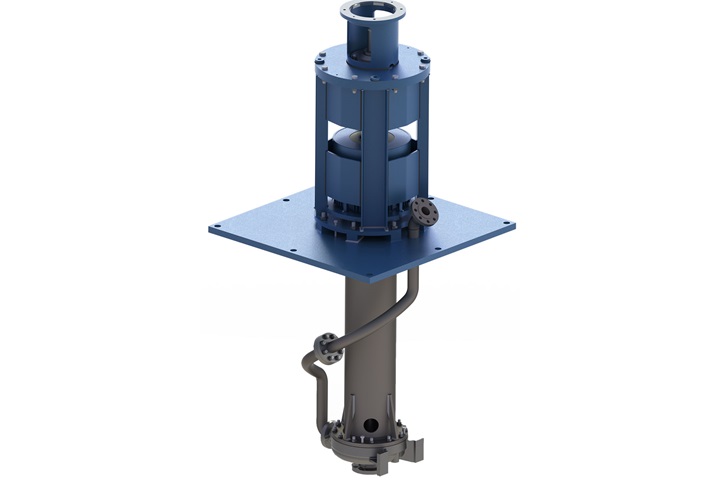
VM vertically suspended sump pump
Vertical sump pump for wide range of liquids
The VM pump range has been designed for pumping all kinds of clean and contaminated liquids.
VM vertically suspended sump pump is suitable for all industrial applications to pump:
- clear and contaminated sump
- corrosive, encrusting liquid and slurry
Main design features
- Simple and robust design
- All types of hydraulics available: open, semi-open, closed or vortex impellers
- Modular lineshaft construction with submerged bush bearings (up to 6 m / 20 ft. long)
- No sealing required for clear liquid
- External flushing for contaminated liquids
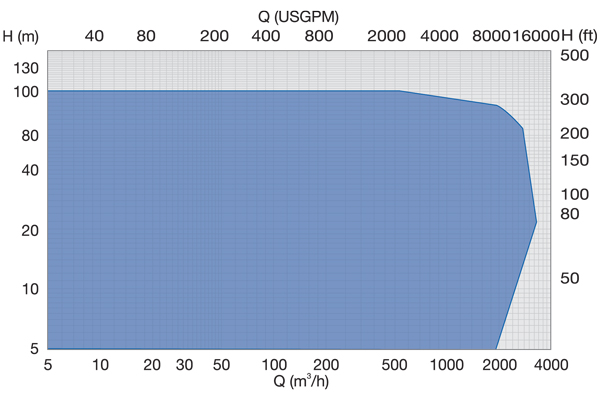
Key characteristics
| Capacities | up to 3’500 m3/h / 15’500 USgpm |
| Heads | 100 m / 330 ft. |
| Pressures | up to 20 bar / 290 psi |
| Temperatures | up to 120°C / 250°F |
| Length | up to 6 m / 20 ft |
| Longer shaft, higher capacities and heads available available upon request. |