- Simple and robust design with ease of maintenance
- High reliability
- Minimum life cycle costs
- Wide range of different hydraulic options
- Can run dry
- No sealing system required
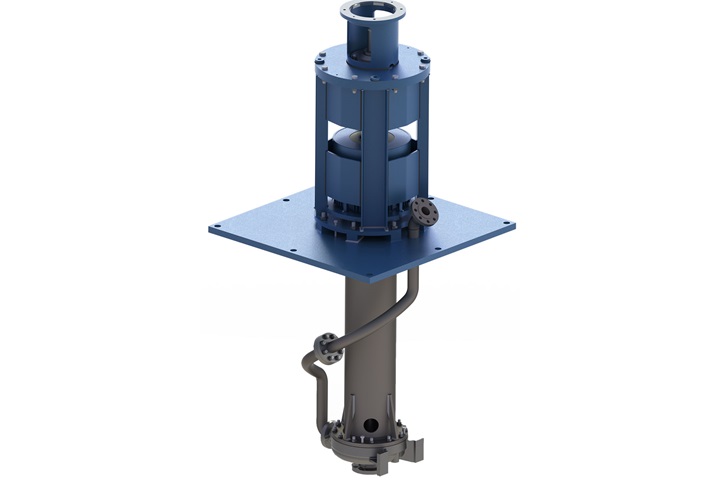
VA cantilever sump pump
Cantilever sump pump for demanding applications
The VA cantilever sump pump range has been designed for pumping all kinds of clean and contaminated liquids and slurry. Due to its great adaptability through a wide range of designs and hydraulics, the VA vertical pump is perfectly suitable for a wide range of industrial applications.
The VA cantilever sump pump is perfectly suitable for all industrial sump pump applications:
- Industrial water
- Effluents
- Corrosive and abrasive mixtures
- Hazardous fluids
- Abrasive liquids and/or liquids containing large solids
- Abrasive fibrous slurries and/or fibrous slurries containing large solids
- Abrasive non-fibrous slurries and/or non-fibrous slurries containing large solids
- Heavy slurry
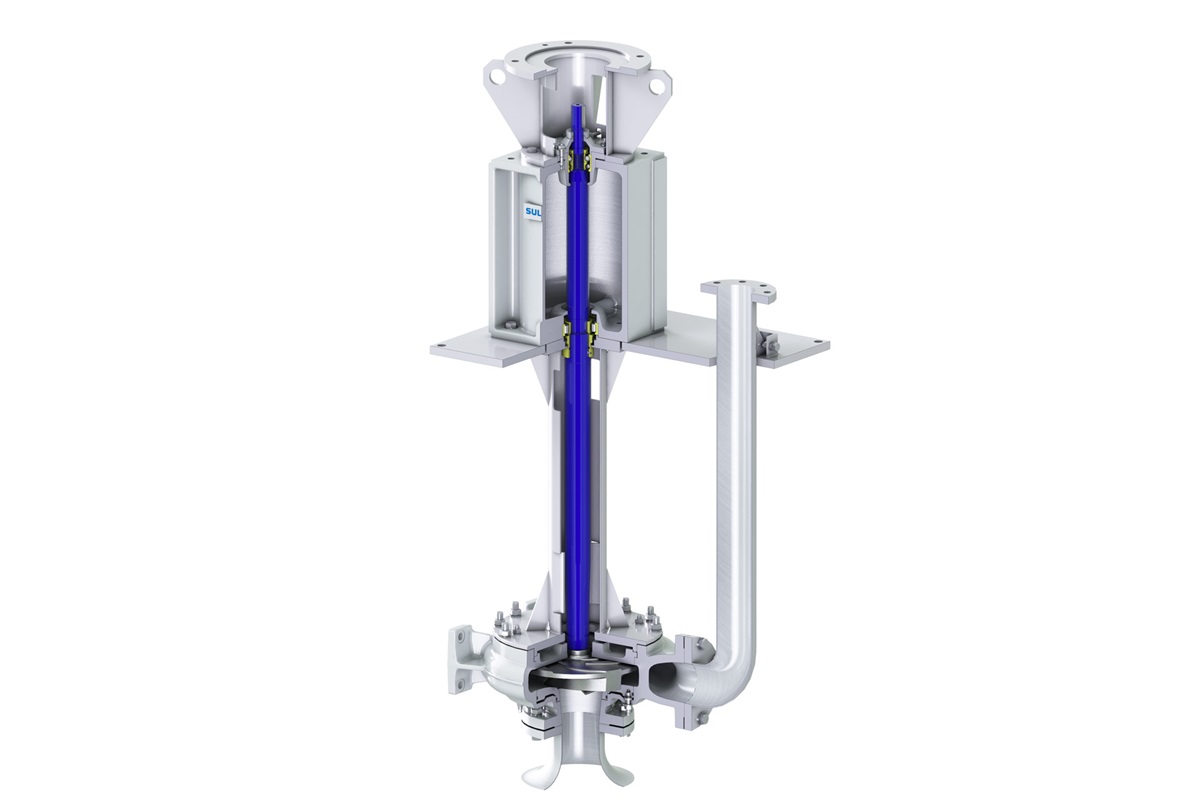
Main design features
- Wide range of different hydraulic options: semi-open, open, closed or vortex impellers
- No sealing required
- No intermediate bearing
- Dry running allowed for selected hydraulics
- Discharge separate from the shaft line
- Bearing assembly is sealed to prevent contamination by liquids or gases
Key characteristics
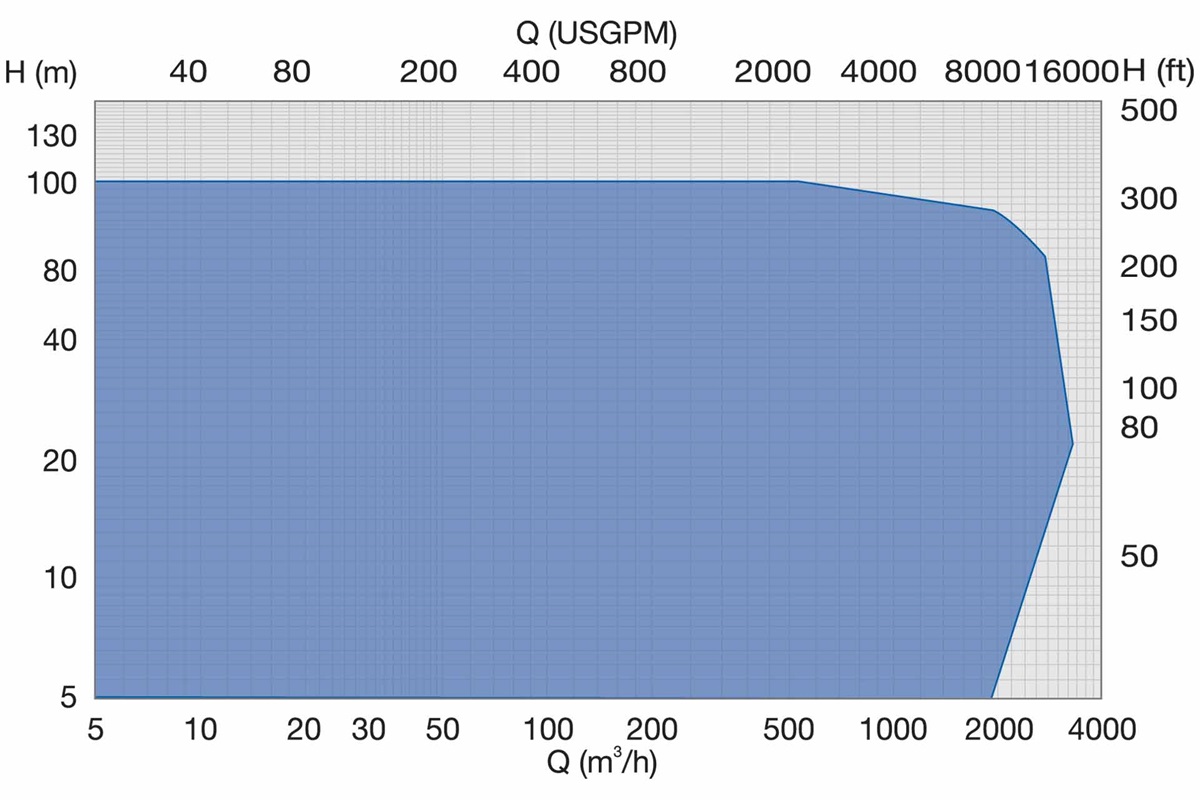
| Capacities | up to 3’500 m3/h / 15’500 USgpm |
| Heads | 100 m / 330 ft |
| Pressures | up to 20 bar / 290 psi |
| Temperatures | up to 120°C / 250°F |
| Speed | up to 3’000 rpm |