Reduced CAPEX and topsides complexity by optimizing the water-from-oil separation process in floating facilities
The wash tank oil processing system, licensed from Total to Sulzer, enhances the removal of water, salt, and contaminants from oil and emulsions, by a controlled distribution of the feed into the bottom of a hull tank of an FPSO/FSO/FPU. Benefits are maximized by an early concept selection of the technology, with topsides weight reduction up to 3000 tons (reported on 2 projects).
Main benefits
Field-proven separation efficiency in 5 systems in operation, meeting all industry standards including water-in-oil and salt-in-oil
Reduced topsides weight, CAPEX and complexity through significant minimization of topsides processing equipment, including reduced number of separators and elimination of electrostatic coalescers (dehydrators & desalters) and associated heat exchangers
Robust performance through more flexibility towards flow rate variations and potential future capacity increases
Mitigation of risks associated with naphthenate formation (emulsion stabilization, deposits accumulation)
Improved energy efficiency and lower OPEX through reduction of utility consumptions (heating, cooling and electrical loads)
Improved safety through a more aerated layout of the FPSO topsides
Main applications
Floating facilities for oil processing, including FPSO (floating production, storage & offloading), FSO (floating storage & offloading) and FPU (floating production unit)
Designed for custom-designed newbuild vessels as well as converted tankers
Resolve potential operational problems such as
Poor oil/water separation efficiency in production separators
Short-circuiting between electrodes in the electrostatic coalescers/dehydrators
Naphtenate deposits
Photo gallery
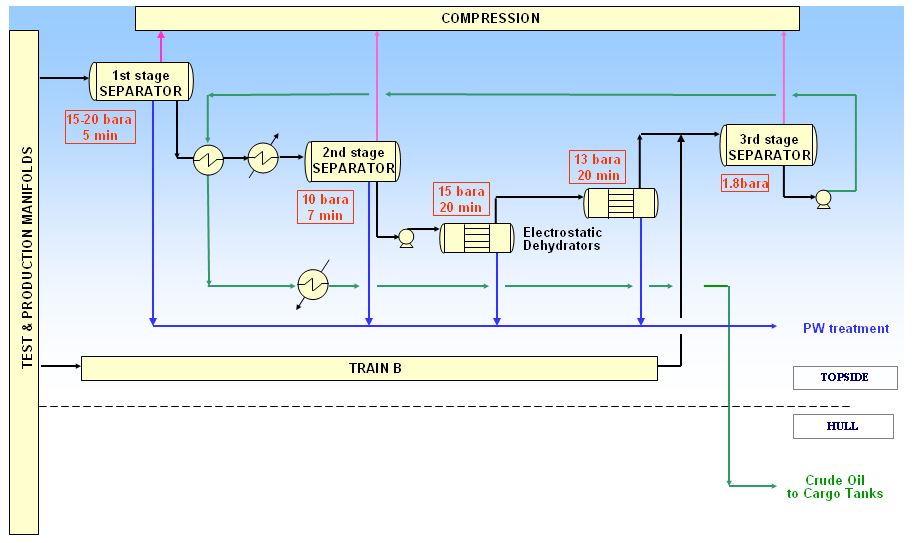
Conventional FPSO oil processing system with multiple stages of 3-phase separation, including (interstage) heating, electro-static coalescer and desalter. Potential operational problems include poor oil/water separation efficiency in production separators, short-circuiting between electrodes in the electrostatic coalesce and/or naphtenate deposits
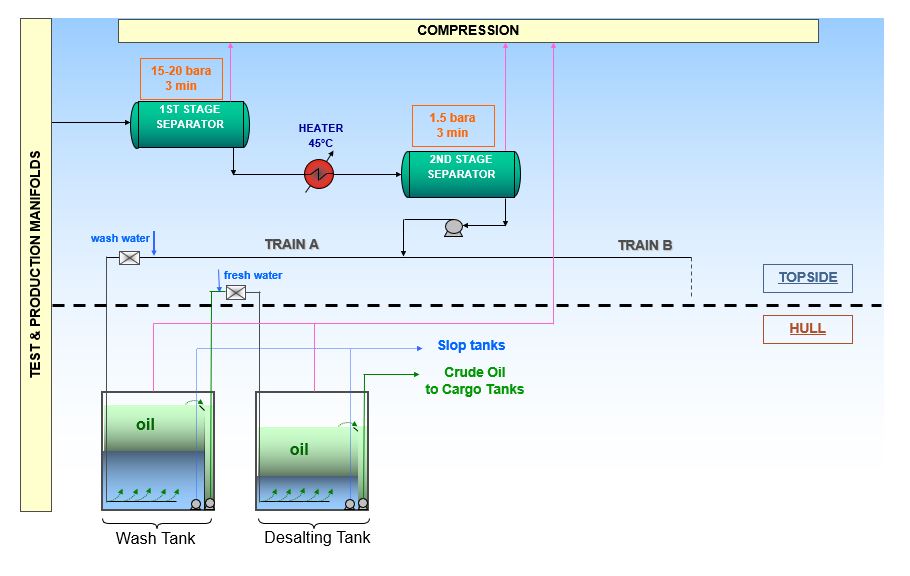
Wash tank oil processing system with multiple stages of 2-phase separation without electro-static coalescer and desalter. WiO, salt and RVP specifications of crude oil met by wash and desalting tank systems located in F(P)SO hull section(s)
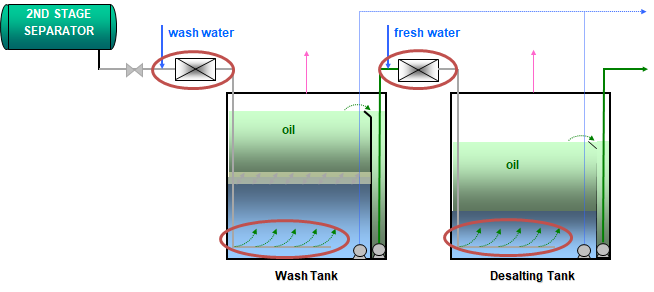
Oil continuous & degassed feed stream from topside separator mixed with wash water (if required) flows into wash tank where initial water-from-oil separation takes place. Oil with entrained water from wash tank mixed with fresh water flows into desalting tank where final water-from-oil separation takes place.
The technology involves a significant simplification of the topsides crude oil process as part thereof is relocated to specifically designed hull tanks while eliminating the need for electrostatic coalescers and/or desalters.
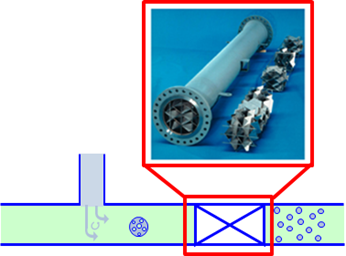
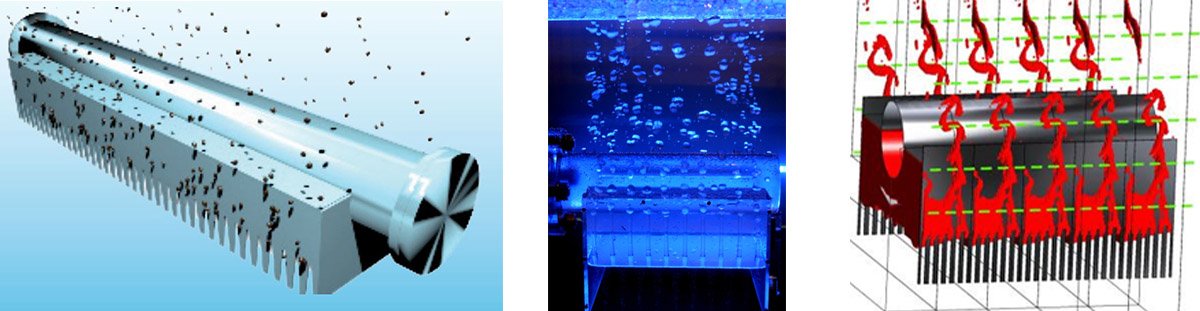
As a result, this technology reduces the topsides oil processing system weight, complexity and CAPEX. Sulzer’s patented inlet distributors and static mixers are key building blocks to achieve the performance required.
Since this key equipment is installed on a floating facility, Sulzer’s expertise on motion CFD simulations is a vital contributor to ensure the optimum design and performance of this key equipment.
The proper functioning of the wash tank system relies on the controlled creation of a dense packed zone (DPZ), which consists of a layer of dense droplets located between the water layer and the oil layer which acts as efficient water droplet coalescence promotor to allow gravity to separate these enlarged water droplets from the outlet oil.
This filtration effect of the DPZ is crucial to the overall system performance.
The behavior of the DPZ and its impact on the water-from-oil separation efficiency is experimentally verified in a wash tank pilot system which operates with actual field oil samples to ensure the full scale production unit will achieve the performance required.
In order to validate the Dispersion Band Model and verify the performance of the wash tank system for a specific oil, several batch and continuous flow test setups have been developed of which the Wash Tank Pilot (WTP) (see picture) is the main one. This pilot unit is designed for a continuous process flow and contains a 6 meter high column equipped with ultrasound probes along its height to allow for real-time water content measurement, backed up with extended sampling capabilities.
It uses dead oil samples and real or synthetic produced water as feed stream and serves as a basis for guaranteeing the water-from-oil separation performance. Main operating points such as maximum flux, operating temperature range and feed stream water content (requirement for additional wash water) can be determined.
This technology has been in operation as summarized in the table below, with Total being the operator on most of these facilities :
The water-from-oil separation efficiency observed at these facilities meets typical industry standards for oil export of 0,5 % BS&W (basic sediment & water), while matching with design model predictions and pilot testing results.
Optimization of production chemical dosing and injection location is required to ensure the wash tank system operates as expected.
Monitoring of the key equipment has shown no form of plugging or damage to the static mixers on the topsides or the liquid distributors in the wash and desalting tanks.