- Excellent performance in all industrial segments
- High-efficiency propeller with large axial thrust
- Suitable for the most demanding industrial applications
- Low total cost of ownership through smart design and energy efficient propeller
- Quick and easy installation, safe operation, easy maintenance and service
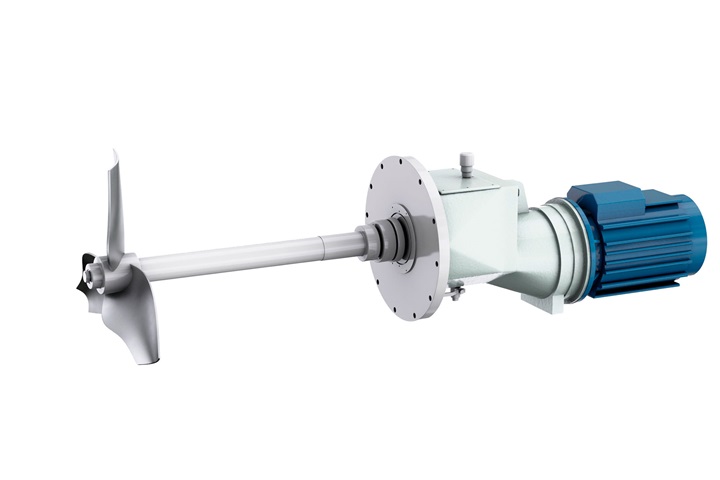
SALOMIX™ SSF side-mounted agitators
Mix and match − technology for efficient and reliable mixing
SALOMIX SSF side-mounted gear drive agitators are used for mixing and agitating process liquids in demanding industrial applications. They ensure a homogenous mixing result, high process reliability, high efficiency, low operating costs, and low environmental stress.
- Clean and slightly contaminated liquids
- Viscous liquids
- Fibrous and other slurries


Main design features
- High-efficiency EX3 propeller with adjustable blades
- Fully stainless steel construction
- Integrated mechanical seal
- Integrated gear box
- Optional support legs of different types, depending on agitator size and type of installation
- Condition monitoring
- Prepared for various motor options
- Easy installation with Sulzer wall rings
Key characteristics
| Propeller diameters | 800 – 1’700 mm / 32-67 in |
| Power | 7.5 – 160 kW / 10 – 200 hp |
| Maximum speed of rotation | Up to 300 rpm |
| Performance range | SALOMIX SSF agitators have a wide and comprehensive hydraulic coverage which enables their use in all mixing applications. |
| Stock concentration | Up to 6 % |
Documents
Brochures
-
SALOMIX™ side-mounted agitatorspdfLanguages:
-
SALOMIX™ SLH side-mounted agitatorpdfLanguages:
-
SALOMIX and Scaba top-mounted agitatorspdfLanguages:
Case studies
-
 Proven performance of the world’s first SALOMIX™ SSFAhlstrom-Munksjö is one of the world’s leading players in sustainable and innovative fiber-based solutions. In connection with an annual shut-down at the company’s Billingsfors pulp and paper mill in Sweden, Sulzer delivered its first SALOMIX SSF agitator for the swell tank. The agitator was installed in January 2020.
Proven performance of the world’s first SALOMIX™ SSFAhlstrom-Munksjö is one of the world’s leading players in sustainable and innovative fiber-based solutions. In connection with an annual shut-down at the company’s Billingsfors pulp and paper mill in Sweden, Sulzer delivered its first SALOMIX SSF agitator for the swell tank. The agitator was installed in January 2020.
-
 Remarkable power saving with SALOMIX™ agitatorSulzer was looking for a field test installation for the new SALOMIX SSF100 side-mounted agitator. A Swedish customer was interested in the energy savings the agitator could offer compared to the existing one. Once the SALOMIX was running, the actual power saving was measured to be 45 kW.
Remarkable power saving with SALOMIX™ agitatorSulzer was looking for a field test installation for the new SALOMIX SSF100 side-mounted agitator. A Swedish customer was interested in the energy savings the agitator could offer compared to the existing one. Once the SALOMIX was running, the actual power saving was measured to be 45 kW.
-
 SALOMIX™ SSA reduces power consumption in pulp mill fiber recoveryEnergy savings are high on the daily agenda. The mill was, therefore, keen to install the world’s first SALOMIX SSA agitator and to cut the energy bill, without compromising the process up-time.
SALOMIX™ SSA reduces power consumption in pulp mill fiber recoveryEnergy savings are high on the daily agenda. The mill was, therefore, keen to install the world’s first SALOMIX SSA agitator and to cut the energy bill, without compromising the process up-time.
-
 SALOMIX™ horizontal agitators for high viscosity syrupsAmilina is a Lithuanian manufacturing company that processes more than 1,000 tons of wheat per day. In 2014, Amilina decided to start producing also wheat glucose syrup for the food and biotech industries. Looking for top-class equipment for the new line, the client asked Sulzer for additional pumps and agitators.
SALOMIX™ horizontal agitators for high viscosity syrupsAmilina is a Lithuanian manufacturing company that processes more than 1,000 tons of wheat per day. In 2014, Amilina decided to start producing also wheat glucose syrup for the food and biotech industries. Looking for top-class equipment for the new line, the client asked Sulzer for additional pumps and agitators.
-
 Trusted partner for new wood-based processesSulzer is a company with long and solid experience and proven expertise in several important customer segments. Pulp, board and paper processes and applications as well as new ones based on wood raw materials represent high-priority commitment and partnership areas for the business and product development organization. Read the whole article.
Trusted partner for new wood-based processesSulzer is a company with long and solid experience and proven expertise in several important customer segments. Pulp, board and paper processes and applications as well as new ones based on wood raw materials represent high-priority commitment and partnership areas for the business and product development organization. Read the whole article.
-
 Sulzer cooperates with Metsä Group’s bioproduct mills in Kemi and ÄänekoskiSulzer has thorough experience and a proven track record of reliable and energy-efficient pumping and mixing solutions and is the key equipment supplier for many recent pulp, paper and board mill projects globally. Also new applications and new technologies based on wood raw materials represent high-priority partnership areas. This development goes hand in hand with the company’s systematical aim to reduce its own environmental footprint. Read the whole article.
Sulzer cooperates with Metsä Group’s bioproduct mills in Kemi and ÄänekoskiSulzer has thorough experience and a proven track record of reliable and energy-efficient pumping and mixing solutions and is the key equipment supplier for many recent pulp, paper and board mill projects globally. Also new applications and new technologies based on wood raw materials represent high-priority partnership areas. This development goes hand in hand with the company’s systematical aim to reduce its own environmental footprint. Read the whole article.
-
 Supporting sustainable fuel productionSulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By 2026, this partnership will have grown to the delivery of more than 2’500 pieces of equipment, including pumps, sealing systems, agitators and static mixers across eight production plants in Brazil.
Supporting sustainable fuel productionSulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By 2026, this partnership will have grown to the delivery of more than 2’500 pieces of equipment, including pumps, sealing systems, agitators and static mixers across eight production plants in Brazil.
-
 Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Industries
-
 Pulp, paper and boardSulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
Pulp, paper and boardSulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
-
 Chemical pulp fiber lineProven pumping, mixing and agitation solutions for your cooking, washing, screening, oxygen delignification, bleaching, and storage processes to ensure process reliability, high efficiency, and low operating costs.
Chemical pulp fiber lineProven pumping, mixing and agitation solutions for your cooking, washing, screening, oxygen delignification, bleaching, and storage processes to ensure process reliability, high efficiency, and low operating costs.
-
 Chemical recoverySulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements in your evaporation, recovery boiler, and white liquor preparation processes.
Chemical recoverySulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements in your evaporation, recovery boiler, and white liquor preparation processes.
-
 Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
Industrial water and effluent treatmentSulzer has a deep knowledge in wastewater treatment, and with our wide product portfolio we can now offer energy-efficient and reliable solutions for your water collection, neutralization, flocculation, sedimentation, cooling, aeration, sludge storage, digestion, and dewatering processes.
-
 Mechanical pulp lineSulzer’s ideal product portfolio for challenging pumping, agitation, and mixing operations in refining, grinding, CTMP, screening, reject handling, and bleaching processes.
Mechanical pulp lineSulzer’s ideal product portfolio for challenging pumping, agitation, and mixing operations in refining, grinding, CTMP, screening, reject handling, and bleaching processes.
-
 Paper and board machine and systemsSulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements and for all types of liquids, making it ideal for challenging pumping, agitation, and mixing operations in stock preparation, PM approach system, broke system, white water system, vacuum system, condensate system, and shower water system processes.
Paper and board machine and systemsSulzer’s extensive product portfolio is designed to meet the most demanding hydraulic coverage requirements and for all types of liquids, making it ideal for challenging pumping, agitation, and mixing operations in stock preparation, PM approach system, broke system, white water system, vacuum system, condensate system, and shower water system processes.
-
 Power plantsSulzer’s extensive product portfolio to maximize the performance and reliability of your solid organic fuel biomass power plant, solid industrial or municipal waste fuel biomass power plant, and liquid or gaseous organic fuel biomass power plant processes.
Power plantsSulzer’s extensive product portfolio to maximize the performance and reliability of your solid organic fuel biomass power plant, solid industrial or municipal waste fuel biomass power plant, and liquid or gaseous organic fuel biomass power plant processes.
-
 Pulp drying machineIncreased hydraulic excellence for your approach, cleaning, drying machine, vacuum, broke, and white water system processes.
Pulp drying machineIncreased hydraulic excellence for your approach, cleaning, drying machine, vacuum, broke, and white water system processes.
-
 Recycled fiber lineEnergy-efficient products with low life cycle costs and a lighter environmental footprint for your pulping, screening & cleaning, flotation, washing, and bleaching processes.
Recycled fiber lineEnergy-efficient products with low life cycle costs and a lighter environmental footprint for your pulping, screening & cleaning, flotation, washing, and bleaching processes.
-
 Sugar, starch and sweetenersEfficient production of sugar, starch and sweeteners puts high demands on the processing equipment. Thanks to many years of experience and comprehensive process know-how, Sulzer offers a wide portfolio of innovative process pumps, special pumps, mixers, agitators, compressors and aerators for these industry sectors.
Sugar, starch and sweetenersEfficient production of sugar, starch and sweeteners puts high demands on the processing equipment. Thanks to many years of experience and comprehensive process know-how, Sulzer offers a wide portfolio of innovative process pumps, special pumps, mixers, agitators, compressors and aerators for these industry sectors.
-
 Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
-
 FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
-
 BiofuelsBiofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
BiofuelsBiofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
-
 Industrial water treatmentWe provide extensive coverage of energy-efficient and reliable pumping, mixing, and aeration solutions for all industrial water treatment processes.
Industrial water treatmentWe provide extensive coverage of energy-efficient and reliable pumping, mixing, and aeration solutions for all industrial water treatment processes.
-
 Municipal wastewaterSulzer plays a major role in returning clean water to its source, by providing effective solutions for wastewater collection and treatment focused on safety, reliability, and efficiency. Sulzer offers the most up-to-date range of pumps, submersible mixers and agitators, aeration systems, high speed compressors and equipment controllers, supported by a world wide service organization.
Municipal wastewaterSulzer plays a major role in returning clean water to its source, by providing effective solutions for wastewater collection and treatment focused on safety, reliability, and efficiency. Sulzer offers the most up-to-date range of pumps, submersible mixers and agitators, aeration systems, high speed compressors and equipment controllers, supported by a world wide service organization.

Related links
Products and services
-
 EX3 propeller for SALOMIX™ agitatorsSulzer's new high-efficiency EX3 propeller exceeds the current SALOMIX™ MX4 propeller in both efficiency and thrust. With a smart retrofit system, the EX3 propeller can replace MX4 propellers on SALOMIX™ side-entry agitators.
EX3 propeller for SALOMIX™ agitatorsSulzer's new high-efficiency EX3 propeller exceeds the current SALOMIX™ MX4 propeller in both efficiency and thrust. With a smart retrofit system, the EX3 propeller can replace MX4 propellers on SALOMIX™ side-entry agitators.
-
 SALOMIX™ SSA side-mounted agitatorsA robust, belt-driven agitator for light to heavy duties. Agitator performance can be adjusted through other drive combinations. Features the new high-efficiency EX3 propeller.
SALOMIX™ SSA side-mounted agitatorsA robust, belt-driven agitator for light to heavy duties. Agitator performance can be adjusted through other drive combinations. Features the new high-efficiency EX3 propeller.
-
 SALOMIX™ SLR/STR side-mounted agitatorsA gear-driven agitator for various types of industries. They ensure a good mixing result plus high reliability and efficiency resulting in low operating costs.
SALOMIX™ SLR/STR side-mounted agitatorsA gear-driven agitator for various types of industries. They ensure a good mixing result plus high reliability and efficiency resulting in low operating costs.
-
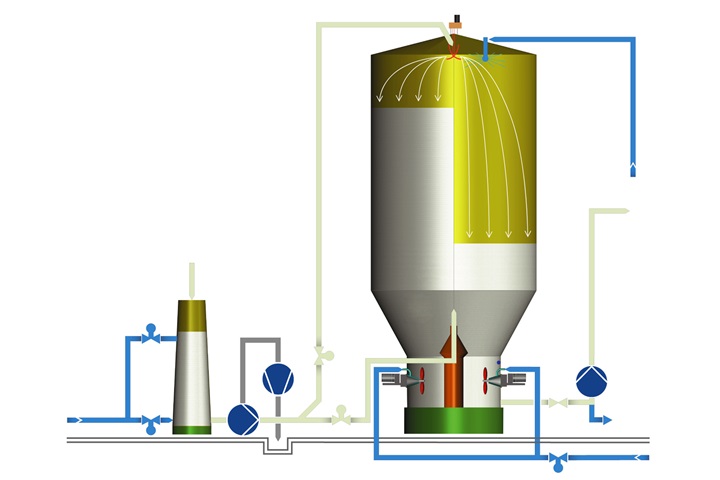 Tower management systemsSALOMIX tower management technology offers a wide range of systems for industrial tower applications. SALOMIX TES, SALOMIX GLI and SALOMIX VULCA systems help manage the demanding tower processes.
Tower management systemsSALOMIX tower management technology offers a wide range of systems for industrial tower applications. SALOMIX TES, SALOMIX GLI and SALOMIX VULCA systems help manage the demanding tower processes.
Media releases
-
 SALOMIX SSF150 completes Sulzer’s energy-efficient agitator rangeJune 07, 2022Sulzer launches the latest addition to the SALOMIX agitator family, the SSF150. SALOMIX offers excellent performance in all industrial segments. The new size will be used mainly in large pulp mills, and typical applications will be storage towers, pulpers and bleaching towers. SSF150 strengthens Sulzer’s position as the leading full-line equipment supplier to the pulp, paper, and board industry.
SALOMIX SSF150 completes Sulzer’s energy-efficient agitator rangeJune 07, 2022Sulzer launches the latest addition to the SALOMIX agitator family, the SSF150. SALOMIX offers excellent performance in all industrial segments. The new size will be used mainly in large pulp mills, and typical applications will be storage towers, pulpers and bleaching towers. SSF150 strengthens Sulzer’s position as the leading full-line equipment supplier to the pulp, paper, and board industry.
-
 Mix and match ─ Sulzer launches new SALOMIX™ agitator familyDecember 02, 2019The new SALOMIX family is designed to operate in demanding applications in various industries. The combination of maximum propeller efficiency and optimum agitator selection will reduce the overall power consumption of the mixing application significantly.
Mix and match ─ Sulzer launches new SALOMIX™ agitator familyDecember 02, 2019The new SALOMIX family is designed to operate in demanding applications in various industries. The combination of maximum propeller efficiency and optimum agitator selection will reduce the overall power consumption of the mixing application significantly.
Videos
To view the integration, please enable Targeting Cookies.
Open Cookie Settings
Talk or write to our experts to find your best solution.