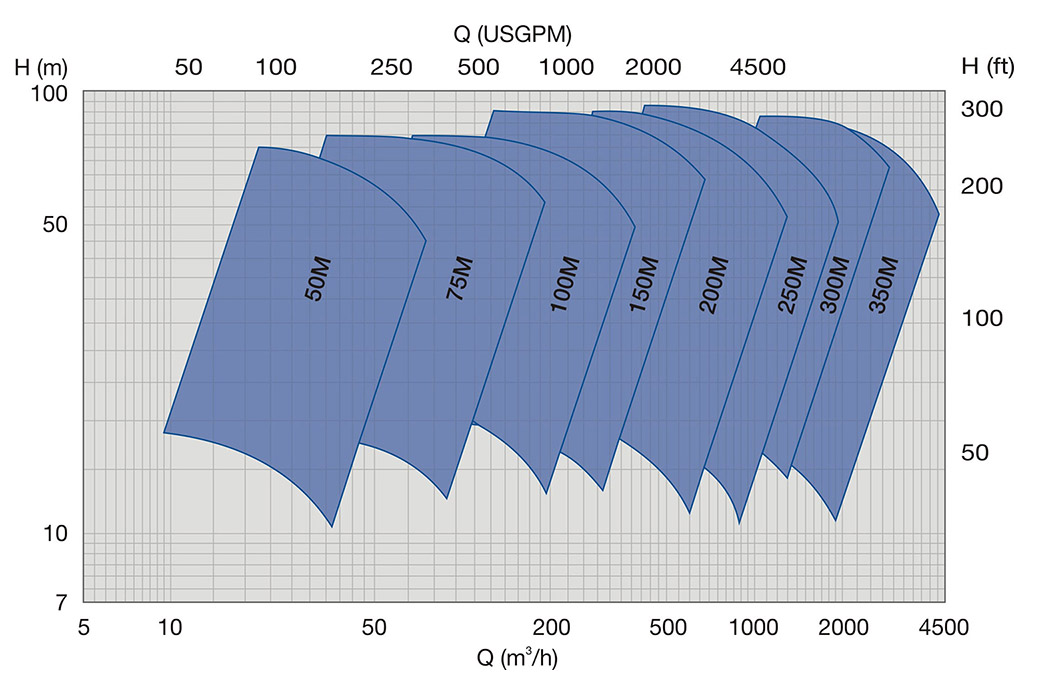
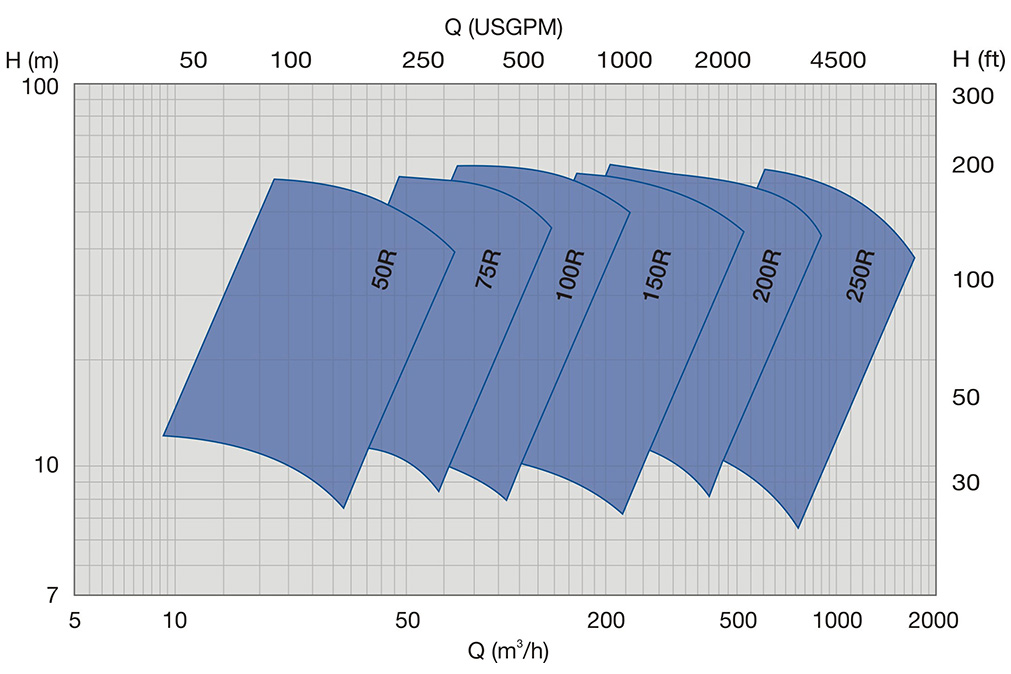
Extra heavy duty slurry pump with high abrasion and corrosion resistance
The EMW pump range has been designed considering historic field experience, coupled with the latest in fluid flow modeling technologies and finite element analysis, to create the latest in slurry pumping technology. The pump range offers high hydraulic efficiencies for optimized wear life performance in difficult solids handling applications.
Pumps are at the heart of phosphate fertilizer production, and correct equipment selection that takes into consideration hydraulic design, materials of construction, application knowledge, duty point and maintenance regime are critical to achieving reliable long-term pumping operation and maximum plant production. Read the whole article.
After years of changing new casings and propellers every three months to their process pump, a metal industry operator switched their worn-out pump to one of Sulzer’s EMW slurry pumps at their melt shop. The client considered the change a leap forward in their slurry pumping technology since the maintenance interval grew significantly, pump efficiency improved, and the change reduced power consumption.
The adoption of electric vehicles across the world is increasing rapidly and this demand needs to be matched by the supply of batteries. As new processing plants and manufacturing facilities are constructed, it is important that they employ the latest in pumping technology to ensure optimum reliability and efficiency. Read the article.
The mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids. As well as having to deal with the process requirements, products must also be compliant with the environmental and legislative constraints in play across geographies. Read the whole article.
Mines require water. At the same time, because many mine working areas are below the water table, the removal of water is a major challenge. Water is critical for every mine site – without water the mine could not operate. Pumps are, therefore, one of the most used machines in mines today. In this article we will review the concepts of mine water and mine water management as well as the most common pumping applications. Read the whole article.
Ma’aden Wa’ad Al Shamal Phosphate Company (MWSPC) is a leading player in phosphate fertilizers. Its complex in Umm Wu’al, Kingdom of Saudi Arabia, includes a worldclass phosphoric acid plant. Sulzer was selected to supply the gypsum evacuation booster pumps needed to evacuate gypsum cake resulting from the filtration of phosphoric acid slurry.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Sulzer SALOMIX® and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes.
Reliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance.
Original spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs.
When your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package.
Food and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration.
Long experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
Our solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
Our pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
Biofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
Sulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
You can rely on our high-performance pumps for efficient operations of fossil-fired, nuclear, and renewable power generation. Our maintenance and repair services for turbines, pumps, and generators ensure continuous operations.
 Pumping equipment in phosphate fertilizer processesPumps are at the heart of phosphate fertilizer production, and correct equipment selection that takes into consideration hydraulic design, materials of construction, application knowledge, duty point and maintenance regime are critical to achieving reliable long-term pumping operation and maximum plant production. Read the whole article.
Pumping equipment in phosphate fertilizer processesPumps are at the heart of phosphate fertilizer production, and correct equipment selection that takes into consideration hydraulic design, materials of construction, application knowledge, duty point and maintenance regime are critical to achieving reliable long-term pumping operation and maximum plant production. Read the whole article. Better performance and lower costs at a steel millAfter years of changing new casings and propellers every three months to their process pump, a metal industry operator switched their worn-out pump to one of Sulzer’s EMW slurry pumps at their melt shop. The client considered the change a leap forward in their slurry pumping technology since the maintenance interval grew significantly, pump efficiency improved, and the change reduced power consumption.
Better performance and lower costs at a steel millAfter years of changing new casings and propellers every three months to their process pump, a metal industry operator switched their worn-out pump to one of Sulzer’s EMW slurry pumps at their melt shop. The client considered the change a leap forward in their slurry pumping technology since the maintenance interval grew significantly, pump efficiency improved, and the change reduced power consumption. Driving up efficiencyThe adoption of electric vehicles across the world is increasing rapidly and this demand needs to be matched by the supply of batteries. As new processing plants and manufacturing facilities are constructed, it is important that they employ the latest in pumping technology to ensure optimum reliability and efficiency. Read the article.
Driving up efficiencyThe adoption of electric vehicles across the world is increasing rapidly and this demand needs to be matched by the supply of batteries. As new processing plants and manufacturing facilities are constructed, it is important that they employ the latest in pumping technology to ensure optimum reliability and efficiency. Read the article. Expert solutions for mining and quarryingThe mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids. As well as having to deal with the process requirements, products must also be compliant with the environmental and legislative constraints in play across geographies. Read the whole article.
Expert solutions for mining and quarryingThe mining, quarrying and construction industries present some of the most challenging applications encountered by pumps. The range of process fluids handled varies quite significantly across these processes, ranging from clear water to heavy slurries and from alkaline, pH neutral to highly corrosive fluids. As well as having to deal with the process requirements, products must also be compliant with the environmental and legislative constraints in play across geographies. Read the whole article. Pump solutions for mine water managementMines require water. At the same time, because many mine working areas are below the water table, the removal of water is a major challenge. Water is critical for every mine site – without water the mine could not operate. Pumps are, therefore, one of the most used machines in mines today. In this article we will review the concepts of mine water and mine water management as well as the most common pumping applications. Read the whole article.
Pump solutions for mine water managementMines require water. At the same time, because many mine working areas are below the water table, the removal of water is a major challenge. Water is critical for every mine site – without water the mine could not operate. Pumps are, therefore, one of the most used machines in mines today. In this article we will review the concepts of mine water and mine water management as well as the most common pumping applications. Read the whole article. When faced with challenging process conditionsMa’aden Wa’ad Al Shamal Phosphate Company (MWSPC) is a leading player in phosphate fertilizers. Its complex in Umm Wu’al, Kingdom of Saudi Arabia, includes a worldclass phosphoric acid plant. Sulzer was selected to supply the gypsum evacuation booster pumps needed to evacuate gypsum cake resulting from the filtration of phosphoric acid slurry.
When faced with challenging process conditionsMa’aden Wa’ad Al Shamal Phosphate Company (MWSPC) is a leading player in phosphate fertilizers. Its complex in Umm Wu’al, Kingdom of Saudi Arabia, includes a worldclass phosphoric acid plant. Sulzer was selected to supply the gypsum evacuation booster pumps needed to evacuate gypsum cake resulting from the filtration of phosphoric acid slurry. Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability. Agitators, dynamic mixersSulzer SALOMIX® and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes.
Agitators, dynamic mixersSulzer SALOMIX® and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes. Pumps servicesReliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance.
Pumps servicesReliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance. Original pump spare partsOriginal spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs.
Original pump spare partsOriginal spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs. Service kitsWhen your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package.
Service kitsWhen your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package. Sulzer mechanical sealsSulzer mechanical seals are strong by design and have been proven very reliable in various pumping applications.
Sulzer mechanical sealsSulzer mechanical seals are strong by design and have been proven very reliable in various pumping applications. Food and beverageFood and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration.
Food and beverageFood and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration. Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries. Chemical processingOur solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
Chemical processingOur solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials. FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors. BiofuelsBiofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
BiofuelsBiofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations. Pulp, paper and boardSulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
Pulp, paper and boardSulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies. Power generationYou can rely on our high-performance pumps for efficient operations of fossil-fired, nuclear, and renewable power generation. Our maintenance and repair services for turbines, pumps, and generators ensure continuous operations.
Power generationYou can rely on our high-performance pumps for efficient operations of fossil-fired, nuclear, and renewable power generation. Our maintenance and repair services for turbines, pumps, and generators ensure continuous operations.

