Excellent performance through unique design methods
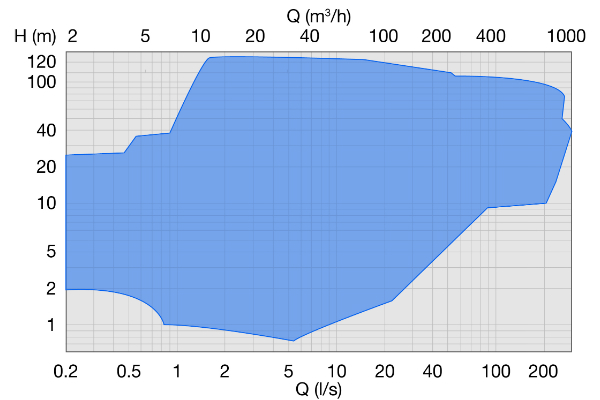
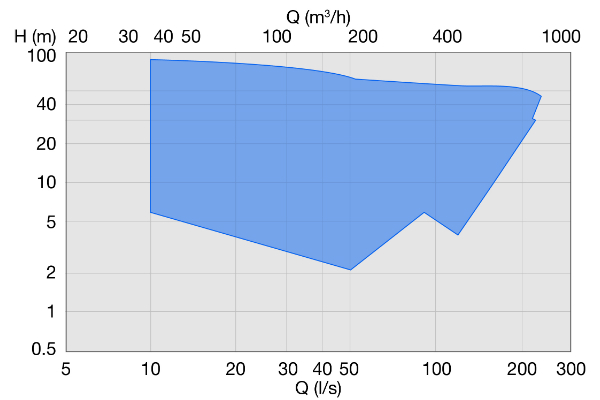
High-efficiency SIL inline single-stage centrifugal pumps are developed to meet the process requirements in various general and industrial applications. Inline design with integrated motor construction makes this process pump compact and easy to install.
Södra Cell in Mönsterås is one of the world’s most modern pulp mills. It has a production capacity of 750’000 tons per year of softwood and hardwood pulp. The mill’s core business is pulp production, but it is also an important source of green electricity.
Our customer, a major producer of pulp and wood-free uncoated paper, needed a small pump for pumping water into two coolers. Sulzer delivered an SIL inline single-stage centrifugal pump that works very well also in this application. Read the case study.
Pumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article.
Sulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By the end of 2024, this partnership is anticipated to have grown to the delivery of almost 2’000 pieces of equipment, including pumps, sealing systems, agitators and static mixers across six production plants in Brazil.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Metsä Fibre, part of the Finnish forest industry company Metsä Group, and Sulzer Pumps Finland have signed an agreement for the supply of process pumps, medium-consistency pumps and mixers for the main processes of the bioproduct mill that will be built in Kemi. The delivery will include several hundred devices.
The new SIL pump range was developed to meet the process requirements in various general and industrial applications. It is designed for clean liquid processes, using Sulzer‘s long experience and in-depth pumping technology knowledge.
Sulzer SALOMIX™ and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes.
Reliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance.
Original spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs.
When your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package.
Our solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
Biorefineries can rely on us to develop advanced pumping, mixing, and separation solutions for the production of biochemicals, from pilot to commercial-scale installations. We have broad experience in the processing of renewable raw materials and chemical processes.
Sulzer improves quality, capacity, and energy efficiency with its advanced technologies and services for separation processes; including distillation, absorption, evaporation, extraction and crystallization. Our pumps, mixers, and agitators cover the specific requirements in chemical processes.
Our pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
Food and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration.
Long experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
Biofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
Sulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
You can rely on our high-performance pumps for efficient operations of fossil-fired, nuclear, and renewable power generation. Our maintenance and repair services for turbines, pumps, and generators ensure continuous operations.
As a global leader in pump design and manufacture, Sulzer is recognized for delivering the excellent product quality and performance reliability for the most critical applications in desalination.
Climate change is challenging natural disaster prevention. When water runs off the land in large quantities, Sulzer’s comprehensive range of pumps provide reliable, cost effective and efficient solutions for flood control.
Sulzer plays a major role in returning clean water to its source, by providing effective solutions for wastewater collection and treatment focused on safety, reliability, and efficiency. Sulzer offers the most up-to-date range of pumps, submersible mixers and agitators, aeration systems, high speed compressors and equipment controllers, supported by a world wide service organization.
We provide reliable pumping solutions for various industrial water and wastewater treatment processes. Our technologies enable the removal of organics.
Wastewater poses a complex challenge, no matter whether it originates in a single house or a multi-family home, a commercial building or an industrial complex. Whatever the property, Sulzer is the ideal wastewater partner from the start of the project to its final sign-off.
How can we help you?
Talk or write to our experts to find your best solution.
 SIL process pump for emergency showers in pulp millSödra Cell in Mönsterås is one of the world’s most modern pulp mills. It has a production capacity of 750’000 tons per year of softwood and hardwood pulp. The mill’s core business is pulp production, but it is also an important source of green electricity.
SIL process pump for emergency showers in pulp millSödra Cell in Mönsterås is one of the world’s most modern pulp mills. It has a production capacity of 750’000 tons per year of softwood and hardwood pulp. The mill’s core business is pulp production, but it is also an important source of green electricity. Excellent performance of SIL inline centrifugal pumpOur customer, a major producer of pulp and wood-free uncoated paper, needed a small pump for pumping water into two coolers. Sulzer delivered an SIL inline single-stage centrifugal pump that works very well also in this application. Read the case study.
Excellent performance of SIL inline centrifugal pumpOur customer, a major producer of pulp and wood-free uncoated paper, needed a small pump for pumping water into two coolers. Sulzer delivered an SIL inline single-stage centrifugal pump that works very well also in this application. Read the case study. Energy efficiency of pumping systemsPumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article.
Energy efficiency of pumping systemsPumping systems account for more than 20% of the world’s electrical energy demand, and in certain industrial plant operations they can be responsible for between 25% and 90% of the energy usage. Improving the energy efficiency of the pumping system will reduce production costs and support green credentials. Read the whole article. Supporting sustainable fuel productionSulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By the end of 2024, this partnership is anticipated to have grown to the delivery of almost 2’000 pieces of equipment, including pumps, sealing systems, agitators and static mixers across six production plants in Brazil.
Supporting sustainable fuel productionSulzer is at the forefront of engineering excellence and quality, delivering best-in-class solutions to support companies in important growth industries, such as biobased, renewable energy production. Understanding precisely what customers need, as well as maintaining the highest standards in manufacturing and service has led to many significant project wins, not least the collaboration with Inpasa, Latin America’s largest producer of corn ethanol. By the end of 2024, this partnership is anticipated to have grown to the delivery of almost 2’000 pieces of equipment, including pumps, sealing systems, agitators and static mixers across six production plants in Brazil. Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
Case studiesWherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability. Sulzer to supply pumps and mixers to the new bioproduct mill in Kemi, FinlandMarch 24, 2021Metsä Fibre, part of the Finnish forest industry company Metsä Group, and Sulzer Pumps Finland have signed an agreement for the supply of process pumps, medium-consistency pumps and mixers for the main processes of the bioproduct mill that will be built in Kemi. The delivery will include several hundred devices.
Sulzer to supply pumps and mixers to the new bioproduct mill in Kemi, FinlandMarch 24, 2021Metsä Fibre, part of the Finnish forest industry company Metsä Group, and Sulzer Pumps Finland have signed an agreement for the supply of process pumps, medium-consistency pumps and mixers for the main processes of the bioproduct mill that will be built in Kemi. The delivery will include several hundred devices. Sulzer introduces the SIL inline single stage centrifugal Pump RangeDecember 18, 2017The new SIL pump range was developed to meet the process requirements in various general and industrial applications. It is designed for clean liquid processes, using Sulzer‘s long experience and in-depth pumping technology knowledge.
Sulzer introduces the SIL inline single stage centrifugal Pump RangeDecember 18, 2017The new SIL pump range was developed to meet the process requirements in various general and industrial applications. It is designed for clean liquid processes, using Sulzer‘s long experience and in-depth pumping technology knowledge. AgitatorsSulzer SALOMIX™ and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes.
AgitatorsSulzer SALOMIX™ and Scaba mixing and agitation technology offers a wide range of products for industrial applications. Side-mounted horizontal and top-mounted vertical agitators, dynamic chemical mixers, and tower and tank flow management products guarantee effective mixing and agitating processes. Pump servicesReliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance.
Pump servicesReliable and efficient pump operation is critical for your business. Therefore you need a service partner that can respond fast and flexibly. Our pump services are second to none and provide solutions that help you to improve your processes and business performance. Original pump spare partsOriginal spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs.
Original pump spare partsOriginal spare parts machined to the correct tolerances and clearances give a perfect fit first time, every time. Our commitment to continuous improvement often allows us to supply parts with improved features, thus enhancing performance, extending equipment life, while reducing maintenance costs. Service kitsWhen your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package.
Service kitsWhen your equipment needs to be repaired you shouldn’t have to worry about spending valuable time searching for the right parts – or even worse, finding out that some small but vital parts are missing. With Sulzer service kits you get everything you need in one package. Sulzer mechanical sealsSulzer mechanical seals are strong by design and have been proven very reliable in various pumping applications.
Sulzer mechanical sealsSulzer mechanical seals are strong by design and have been proven very reliable in various pumping applications. Chemical processingOur solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials.
Chemical processingOur solutions for the chemical processing industry include pumping, separation and mixing, as well as services for rotating equipment and infrastructure. We offer experience in classical chemical, plastic, and pharmaceutical production as well as in processing renewable materials. BiochemicalsBiorefineries can rely on us to develop advanced pumping, mixing, and separation solutions for the production of biochemicals, from pilot to commercial-scale installations. We have broad experience in the processing of renewable raw materials and chemical processes.
BiochemicalsBiorefineries can rely on us to develop advanced pumping, mixing, and separation solutions for the production of biochemicals, from pilot to commercial-scale installations. We have broad experience in the processing of renewable raw materials and chemical processes. ChemicalsSulzer improves quality, capacity, and energy efficiency with its advanced technologies and services for separation processes; including distillation, absorption, evaporation, extraction and crystallization. Our pumps, mixers, and agitators cover the specific requirements in chemical processes.
ChemicalsSulzer improves quality, capacity, and energy efficiency with its advanced technologies and services for separation processes; including distillation, absorption, evaporation, extraction and crystallization. Our pumps, mixers, and agitators cover the specific requirements in chemical processes. FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors.
FertilizersOur pumps, mixers and agitators provide durability and reliability for fertilizers production as well as for corrosive and abrasive liquids and high gas content. Our specific industry experience also includes separation processes and servicing of pumps, compressors, turbines, and motors. Food and beverageFood and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration.
Food and beverageFood and beverage production relies on our pumping and mixing solutions. Special pumps and agitators have been developed for sugar, starch, and sweetener production. Separation equipment is often used in beverage manufacturing and our process technologies support purification and concentration. Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries.
Mining and metalsLong experience and detailed knowledge of metals and mining applications with different raw materials makes Sulzer a reliable pump supplier for these industries. BiofuelsBiofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations.
BiofuelsBiofuels from renewable sources show great potential as sustainable transportation fuel. Based on our experience in demanding processes, we work with customers to develop advanced pumping, mixing, and distillation solutions for the production of biofuels, from pilot to commercial-scale installations. Pulp, paper and boardSulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies.
Pulp, paper and boardSulzer is the world leader in innovative, reliable, and proven pumping, agitation and mixing solutions for the pulp and paper industry. Our deep process and application knowledge is based on long-term close co-operation with the producers, machinery suppliers and engineering companies. Power generationYou can rely on our high-performance pumps for efficient operations of fossil-fired, nuclear, and renewable power generation. Our maintenance and repair services for turbines, pumps, and generators ensure continuous operations.
Power generationYou can rely on our high-performance pumps for efficient operations of fossil-fired, nuclear, and renewable power generation. Our maintenance and repair services for turbines, pumps, and generators ensure continuous operations. DesalinationAs a global leader in pump design and manufacture, Sulzer is recognized for delivering the excellent product quality and performance reliability for the most critical applications in desalination.
DesalinationAs a global leader in pump design and manufacture, Sulzer is recognized for delivering the excellent product quality and performance reliability for the most critical applications in desalination. Water intake, transportation and irrigationSulzer offers various reliable pumping solutions for water intake, water transportation, industrial water supply, distribution and irrigation.
Water intake, transportation and irrigationSulzer offers various reliable pumping solutions for water intake, water transportation, industrial water supply, distribution and irrigation. Flood controlClimate change is challenging natural disaster prevention. When water runs off the land in large quantities, Sulzer’s comprehensive range of pumps provide reliable, cost effective and efficient solutions for flood control.
Flood controlClimate change is challenging natural disaster prevention. When water runs off the land in large quantities, Sulzer’s comprehensive range of pumps provide reliable, cost effective and efficient solutions for flood control. Municipal wastewaterSulzer plays a major role in returning clean water to its source, by providing effective solutions for wastewater collection and treatment focused on safety, reliability, and efficiency. Sulzer offers the most up-to-date range of pumps, submersible mixers and agitators, aeration systems, high speed compressors and equipment controllers, supported by a world wide service organization.
Municipal wastewaterSulzer plays a major role in returning clean water to its source, by providing effective solutions for wastewater collection and treatment focused on safety, reliability, and efficiency. Sulzer offers the most up-to-date range of pumps, submersible mixers and agitators, aeration systems, high speed compressors and equipment controllers, supported by a world wide service organization. Municipal clean waterWe provide reliable pumping solutions for various industrial water and wastewater treatment processes. Our technologies enable the removal of organics.
Municipal clean waterWe provide reliable pumping solutions for various industrial water and wastewater treatment processes. Our technologies enable the removal of organics. Domestic and commercial wastewaterWastewater poses a complex challenge, no matter whether it originates in a single house or a multi-family home, a commercial building or an industrial complex. Whatever the property, Sulzer is the ideal wastewater partner from the start of the project to its final sign-off.
Domestic and commercial wastewaterWastewater poses a complex challenge, no matter whether it originates in a single house or a multi-family home, a commercial building or an industrial complex. Whatever the property, Sulzer is the ideal wastewater partner from the start of the project to its final sign-off.