-
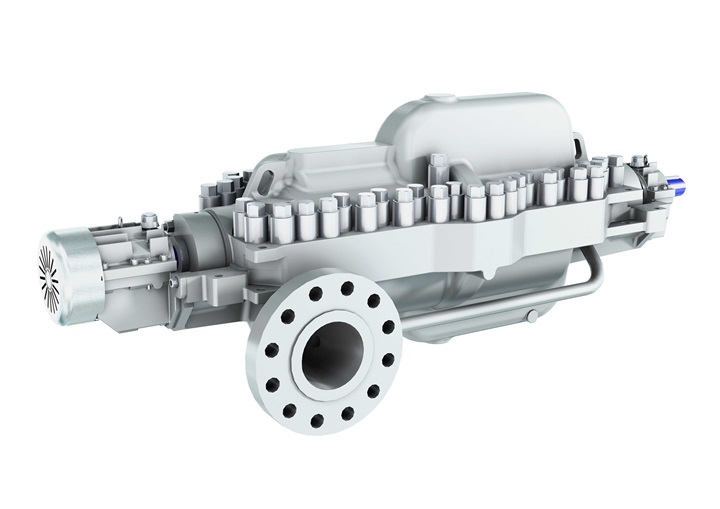
 OHH overhung single stage pumpsThe OHH is our API 610 (ISO 13709) type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump.
OHH overhung single stage pumpsThe OHH is our API 610 (ISO 13709) type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump.
-
 OHHL low flow high head pumpsThe OHHL is our API 610 (ISO 13709) type OH2 low-flow horizontal overhung process pump. It covers the low-flow end of the OHH range map.
OHHL low flow high head pumpsThe OHHL is our API 610 (ISO 13709) type OH2 low-flow horizontal overhung process pump. It covers the low-flow end of the OHH range map.
-
 PRE end suction pump rangeThe PRE is our API 610 (ISO 13709) Type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump. The highly configurable design offers reliability, high efficiency and minimum pump life cycle cost.
PRE end suction pump rangeThe PRE is our API 610 (ISO 13709) Type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump. The highly configurable design offers reliability, high efficiency and minimum pump life cycle cost.
-
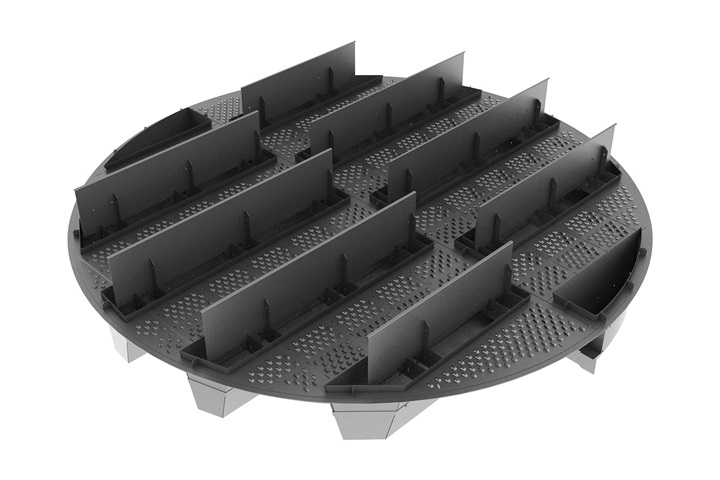
 MSD axially split multistage pumpThe MSD pump has the broadest hydraulic coverage of any BB3 type multistage pump in the market. There are over 10 000 MSD pumps installed in product pipelines, boiler feed, water injection and even nuclear safety-related services around the globe.
MSD axially split multistage pumpThe MSD pump has the broadest hydraulic coverage of any BB3 type multistage pump in the market. There are over 10 000 MSD pumps installed in product pipelines, boiler feed, water injection and even nuclear safety-related services around the globe.
-
 GSG diffuser style barrel pumpThe GSG pump is the least costly form of ISO 13709 / API 610 Type BB5 high-pressure barrel pumps. The GSG back-to-back rotor stack is supplied on low- density services where rotor stability is critical.
GSG diffuser style barrel pumpThe GSG pump is the least costly form of ISO 13709 / API 610 Type BB5 high-pressure barrel pumps. The GSG back-to-back rotor stack is supplied on low- density services where rotor stability is critical.
Catalytic reforming
Optimize your reformer’s performance
A comprehensive supply for catalytic reforming units with local support to ensure effective start-up of new units or upgrades and process improvements on existing units.
For gasoline focused refineries the Catalytic Reformer unit plays a critical role in meeting gasoline pool octane requirements. Down time or poor reformer performance will result in substantial revenue losses.
We understand that such critical services require quality, reliable products based on years of operational experience to deliver the performance required.
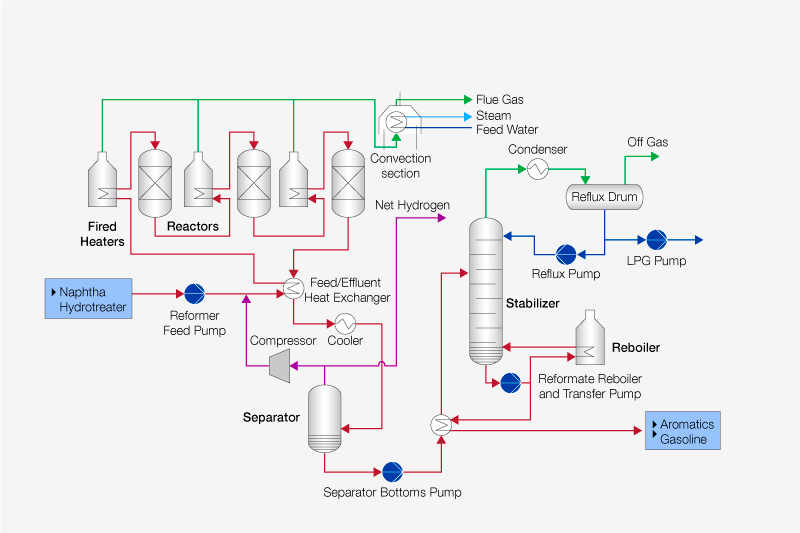
Catalytic reforming process
Catalytic reforming is a process to reform hydrotreated naphtha feed into high octane gasoline to meet today’s requirement for high efficiency, high compression engines.
Reforming is the result of several simultaneous reactions. The most important products are aromatics which can be used as high-octane blending components or petrochemicals.
Naphtha feed is mixed with hydrogen and heated before entering the reactor section. The reactor effluent is cooled and sent to a low-pressure flash drum to separate the hydrogen-rich gas for reuse in the process.
The separator bottoms product still contains a significant fraction of light gases and lighter hydrocarbons, so the liquid is sent to a fractionator called a stabilizer (or debutanizer). The stabilizer bottoms stream is reformate product. The overhead butanes and lighter fractions are sent to the saturated gas plant.
With an extraction step (either advance GT-BTX Extractive Distillation or old liquid-liquid extraction), the reformate can also be a source of bulk aromatic chemicals such as benzene, toluene, xylenes used in the manufacture of plastics.
Fully compliant API 610 reformer feed and reflux pumps designed for 3 years uninterrupted operation deliver long term reliable performance for such key processing units.