- Saves time with maintain in place features, easy to de-rag and no need to disconnect the pipework
- Designed for use in Sludge plants, where high reliability is essential and downtime is kept to a minimum
- An extension of the PC transfer pump with material variants for a wide range of process applications
- Robust drives and gearboxes with low running speeds form an integral part of the unit design
PC transfer perform pump
When time is of the essence: maintain in place performance pumps
Designed for easy dismantle and reassembly, maintain in place without the need to disconnect, remove suction or discharge pipework and minimize time and cost. An extension of the PC transfer, available in cast iron or stainless steel, with a choice of rotor, stator materials and inlet configurations.
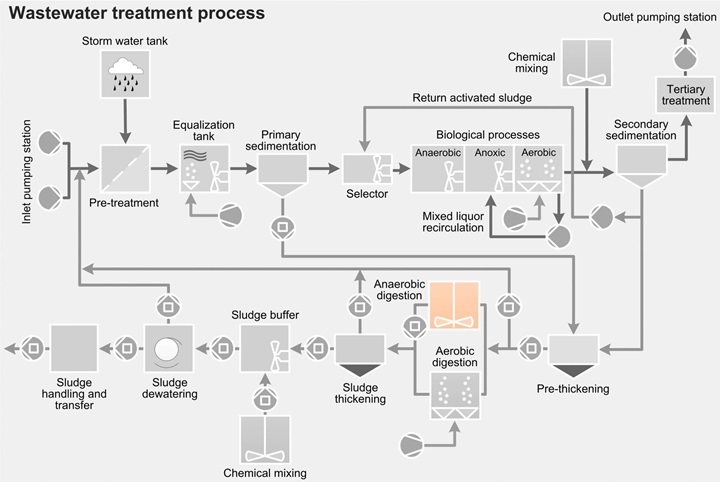
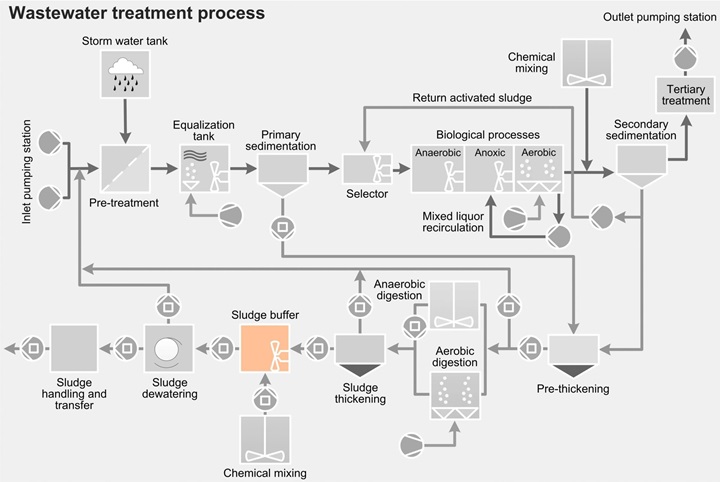
- Sludge handling and transfer (maintain in place)
- Municipal and Industrial effluent (maintain in place)
- Shear sensitive processes (maintain in place)
- Shear thinning slurries (maintain in place)
Main design features
- The suction chamber is easily dismantled by removing screws, to take out any rag build-up or for servicing, to remove the full drive train including rotor, stator, shaft and seals.
- Materials of construction, available in cast iron or stainless steel, with a choice of rotor and stator materials to suit individual applications e.g. hard chrome plated rotor or natural rubber stator.
- Robust drives, specially selected drives and gearboxes for longer life. Options include electric motor drive units supplied as direct-coupled or variable speed drives with mechanical variable speed or frequency inverter.
- Low running speeds, reduced wear for a longer working pump life which extends the periods between routine maintenance. Important in abrasive applications.
Key characteristics
| Capacities | Up to 225 m3/h / 990 US gpm |
| Pressures | Up to 12 bar / 170 psi |
| Temperatures | -10 up to 100ºC / 14 up to 212ºF |