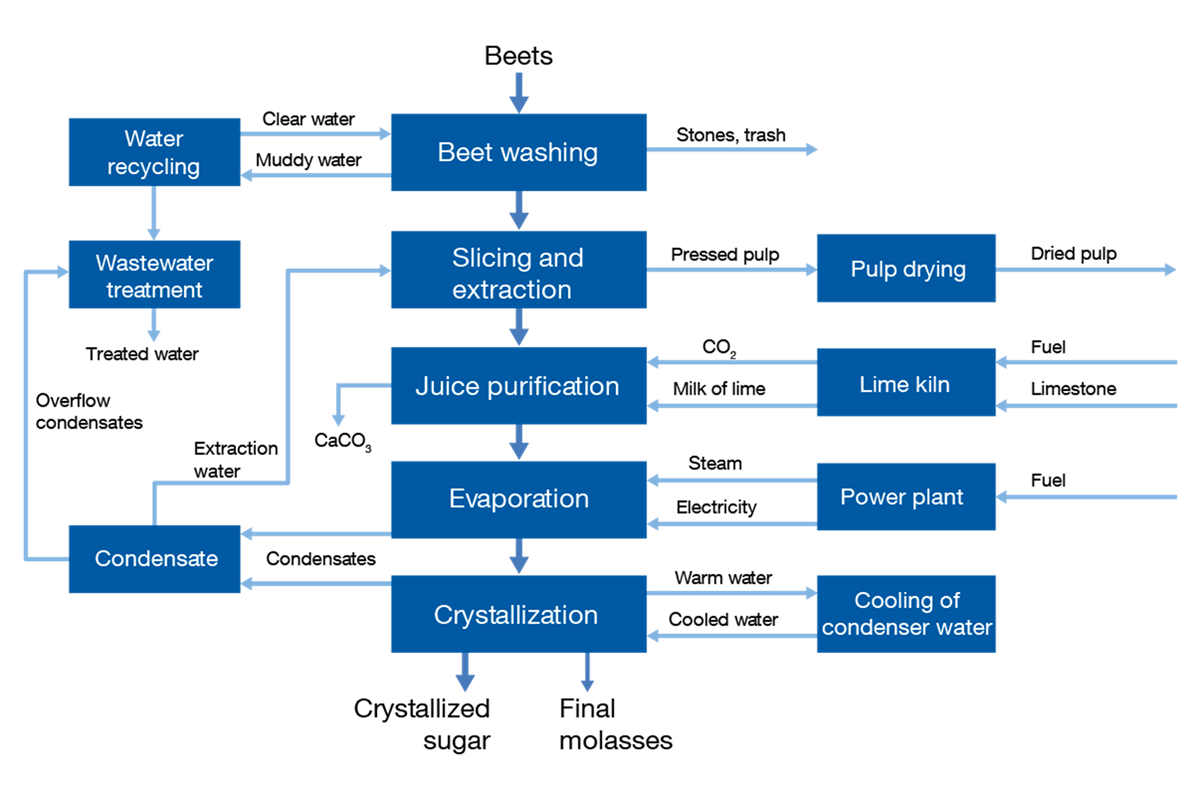
- Washing
- Extraction
- Diffusion
- Purification
- Carbonation
- Evaporation

Sugar production starts with either sugar cane or sugar beet. Both present their own processing challenges, all the way from raw material to finished end product.
The equipment used is exposed to fibrous materials, entrained gases, cavitation, chemical attacks, increased temperatures and high viscosity liquids. Having the right pumps and agitators is therefore critical, especially if no stand-by units are available. With adequate products for each application, only some routine maintenance is required during the planned shutdown period.
Sulzer offers a comprehensive portfolio of innovative pumps, agitators, mixers, aerators and compressors for sugar production processes:

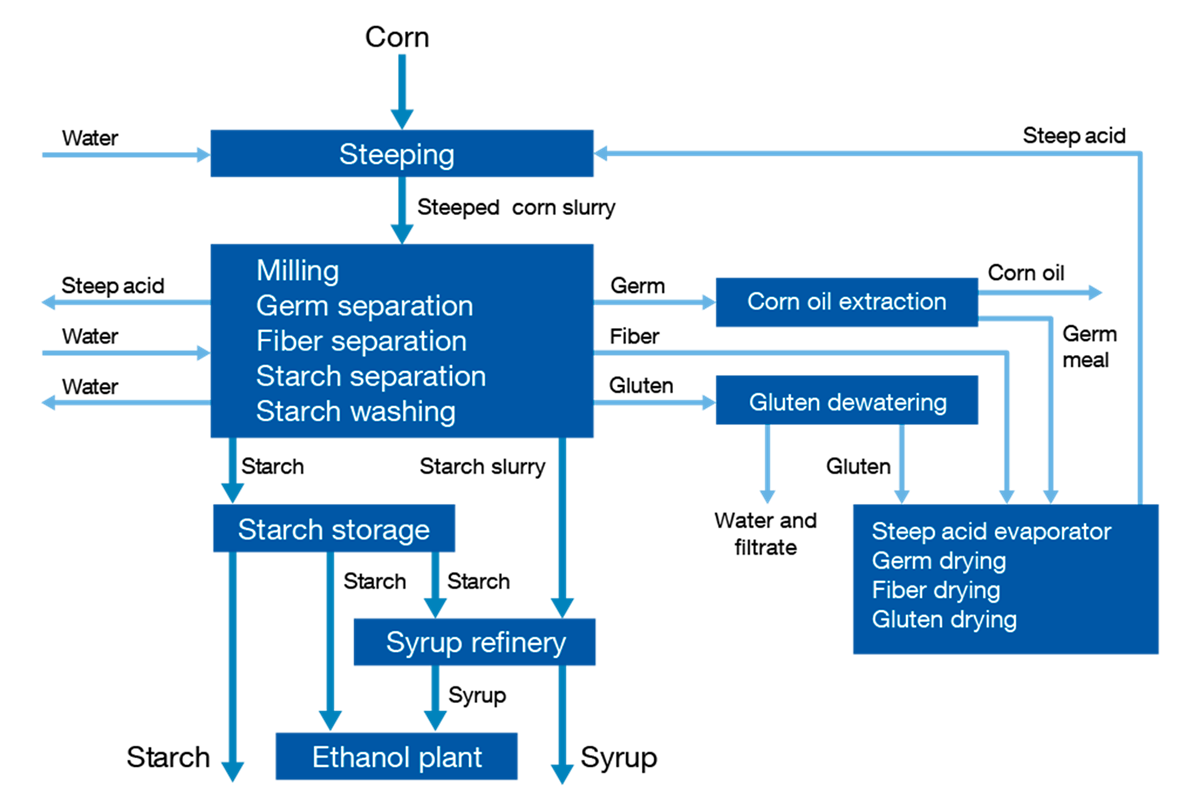
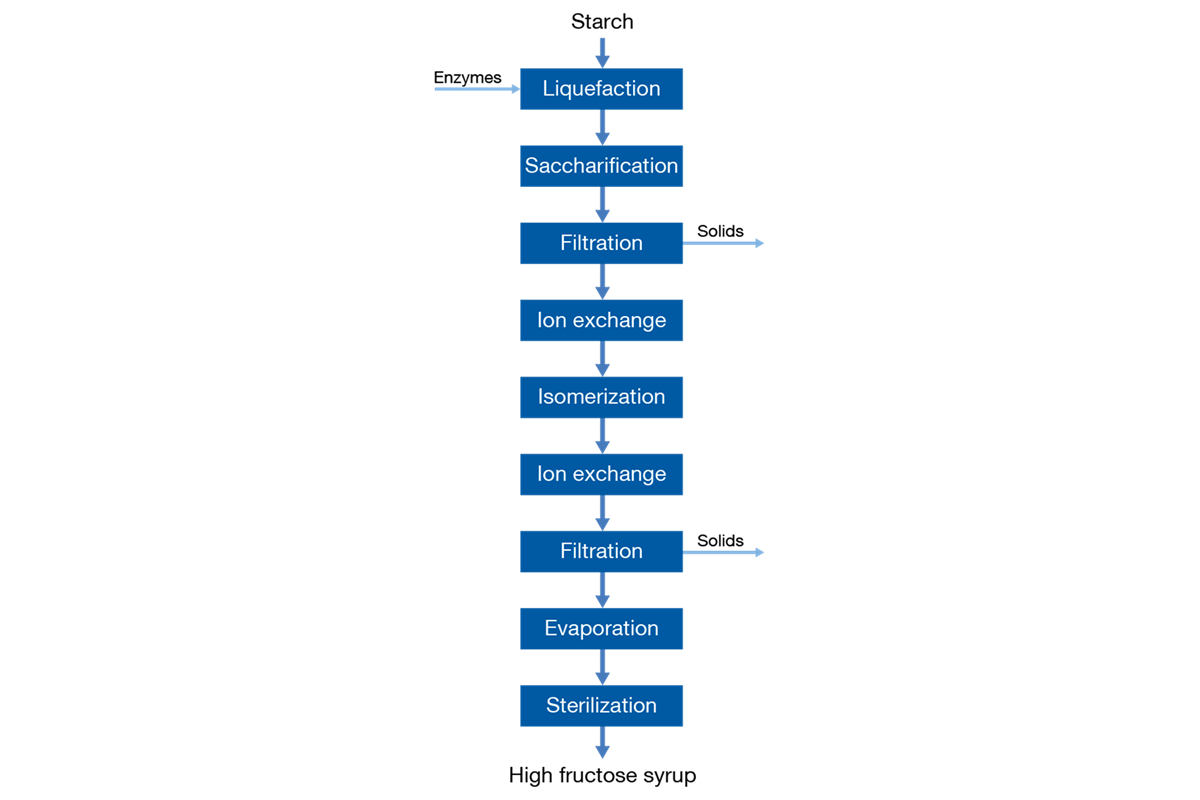
Sulzer’s pumps and agitators have repeatedly proven their worth in demanding in starch and starch-based sweetener production. Our deep understanding of the special requirements of starch and sweeteners production allow us to provide reliable pumping solutions to meet the needs of our customers.
A common problem in the starch production is foam formation. It arises partly because of the protein content of the pumped liquids and partly because the different raw material components are separated mechanically.
Degassing pumps are crucial problem solvers in many starch applications, whether the source is corn, wheat, potatoes or tapioca. The AHLSTAR self-priming gas removal pump is the perfect solution to pump these foamy liquids, and at the same time remove significant amounts of the troublesome air to help with downstream processing.
Sulzer offers a comprehensive portfolio of innovative pumps, agitator, mixers, aerators and compressors for starch and sweetener production processes: