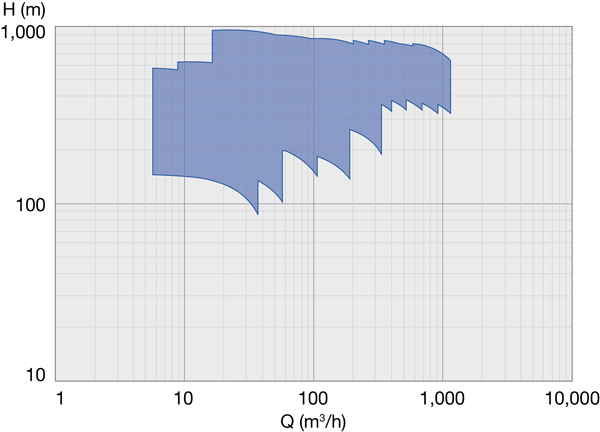
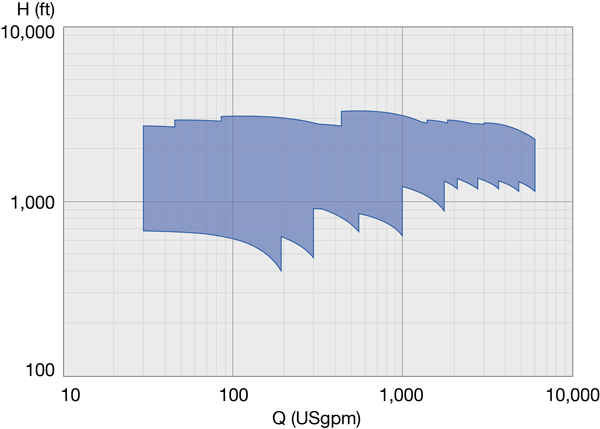
The MBN-RO is a configured, ring section, multistage pump specifically designed for high pressure membrane feed service in sea water reverse osmosis applications. Its improved hydraulic performance makes it suitable for any other high pressure application with clean liquids.
Top of its class efficiency to ensure lowest specific power consumption per produced cubic meter of water.
Different hydraulics can be fitted in the same pump frame, allowing flexibility and modularity and allowing future retrofitting
All parts typically subject to maintenance (both DE & NDE bearings, balancing disc, mechanical seal) are accessible and can be replaced on site, without removal of suction and discharge piping
Main applications
High pressure membrane feed in Sea Water Reverse Osmosis applications.
Clean water pumping stations
Any other high pressure application with clean liquids and low temperature
High efficiency, low NPSH impellers to match customer needs are used for all stages, providing modularity, top efficiency and ideal suction performance
Double volute at last stage reduces the radial thrust and increases overall efficiency
Replaceable stationary PEEK wear parts used to increase efficiency and reduce maintenance
Product lubricated bearing at both DE and NDE to make the pump compact, reliable and easy to maintain
Balance disc at NDE as balancing device ensures optimum efficiency
Radial suction flange allows accessibility to mechanical seal and product lubricated bearing at DE without disassembling the piping
Flanges can be installed side or top position as per customer convenience, ensuring typically side-side orientation
Integrated single mechanical seal with flushing from first stage
Making clean, safe drinking water widely available is one of human society’s greatest priorities. 90% of the world’s population currently has access to at least a basic source of potable water, and 71% of people enjoy a managed supply of clean water to their homes. With the aim to further increase availability while controlling costs, utilities are continually investing to expand, upgrade and improve their networks, operations and maintenance processes.
Sulzer’s advanced global engineering and manufacturing network has enabled the company to build, deliver and commission 289 high-efficiency desalination pumps to allow construction of the multiple sites in just 18 months. The short build schedule and large number of pumps required the cooperation of several of Sulzer’s facilities to deliver all the pump skids on time.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
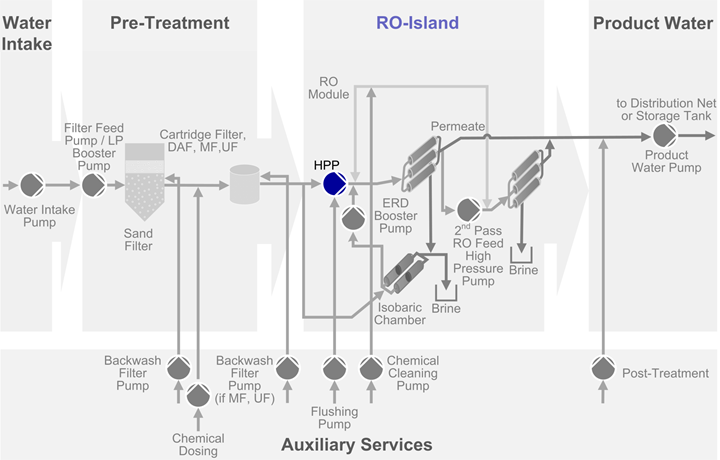
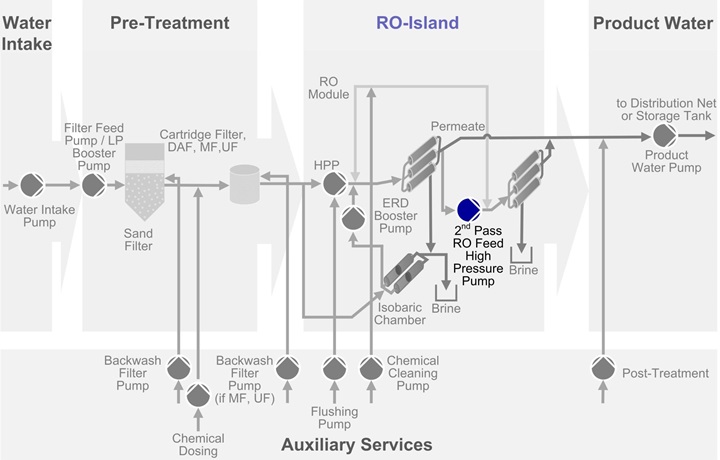
This is the heart of the SWRO Desalination process, where the desalination effect takes place. The Treated sea water is fed by means of the High Pressure pumps into the RO membranes, obtaining permeate or product water and high pressure brine rejection, whose high pressure energy is recovered by selected Energy Recovery Device.
This is the heart of the SWRO desalination process, where the desalination effect takes place. The treated sea water is fed by means of the high pressure pumps into the RO membranes, obtaining permeate or product water and high pressure brine rejection, whose high pressure energy is recovered by selected Energy Recovery Device.
How can we help you?
Talk or write to our experts to find your best solution.