The A-RO pumps take Sulzer’s highly reputed AHLSTAR A series to new levels of efficiency and operation range and are optimized for the demanding conditions of seawater reverse osmosis (RO) applications.
Wide operational envelope and optimized suction capacity
Optimal mechanical design to limit radial load and to compensate axial thrust
High-performance bearing unit
Renewable stationary wear parts for sustained efficiency
Easy maintenance with back pull-out design
Main applications
Low-pressure booster pump to RO high-pressure membrane feed
RO second pass membrane feed
Process applications in desalination plants
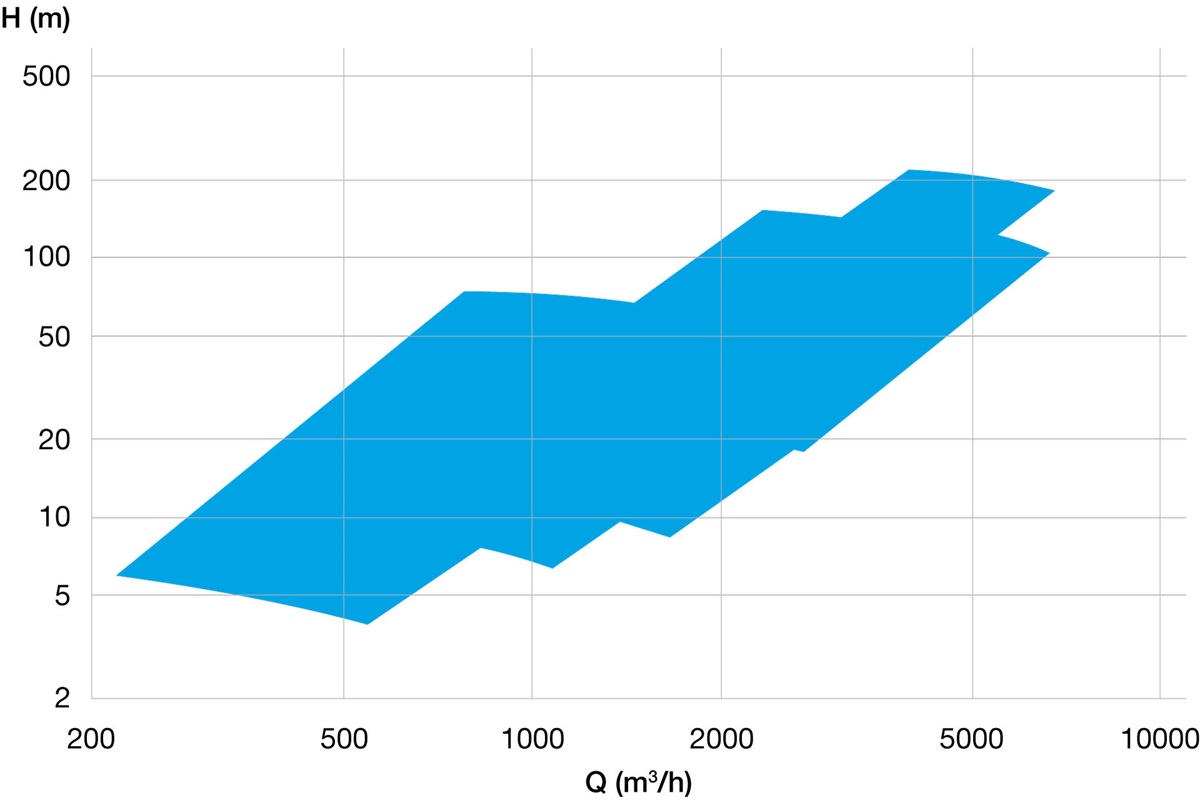
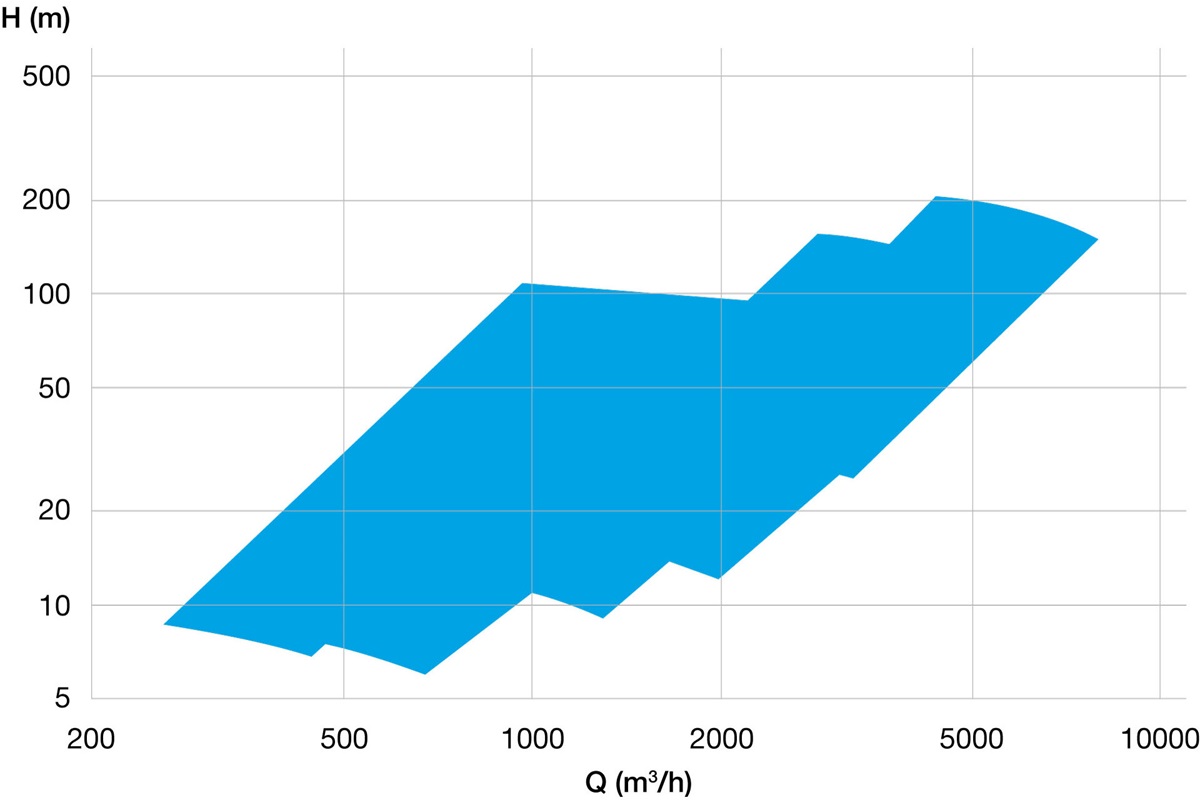
The A-RO pumps are end-suction pumps meeting or exceeding ISO 5199. The range takes Sulzer’s highly reputed AHLSTAR A series to new levels of efficiency and operational range, optimized for the demanding conditions of seawater reverse osmosis (RO) applications. The A-RO pumps are suitable for pumping seawater or liquids with similar corrosive properties up to a temperature of 60 ºC across a wide performance range by means of variable speed control. They fulfill all requirements wherever a robust pump is needed for boosting pressure as well as general process application.
Like many arid regions around the world, southeastern Spain has long faced significant water shortages. In the early years of the new Millennium, with rising consumer demand and the changing climate exacerbating the challenge, Spain’s government and some regions’ water utilities launched a major desalination initiative. Most of it was developed by Acuamed, which is a public company that reports directly to the Ministry for Environment of the Spanish Government.
Sulzer’s advanced global engineering and manufacturing network has enabled the company to build, deliver and commission 289 high-efficiency desalination pumps to allow construction of the multiple sites in just 18 months. The short build schedule and large number of pumps required the cooperation of several of Sulzer’s facilities to deliver all the pump skids on time.
Making clean, safe drinking water widely available is one of human society’s greatest priorities. 90% of the world’s population currently has access to at least a basic source of potable water, and 71% of people enjoy a managed supply of clean water to their homes. With the aim to further increase availability while controlling costs, utilities are continually investing to expand, upgrade and improve their networks, operations and maintenance processes.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
As a global leader in pump design and manufacture, Sulzer is recognized for delivering the excellent product quality and performance reliability for the most critical applications in desalination.
How can we help you?
Talk or write to our experts to find your best solution.