La solución perfecta para los servicios de bombeo de RO
Las bombas A-RO elevan la contrastada serie de bombas Ahlstar A de Sulzer a nuevos niveles de eficiencia y operación. Están optimizadas para las exigentes condiciones de las aplicaciones de desalación de agua de mar por ósmosis inversa (RO).
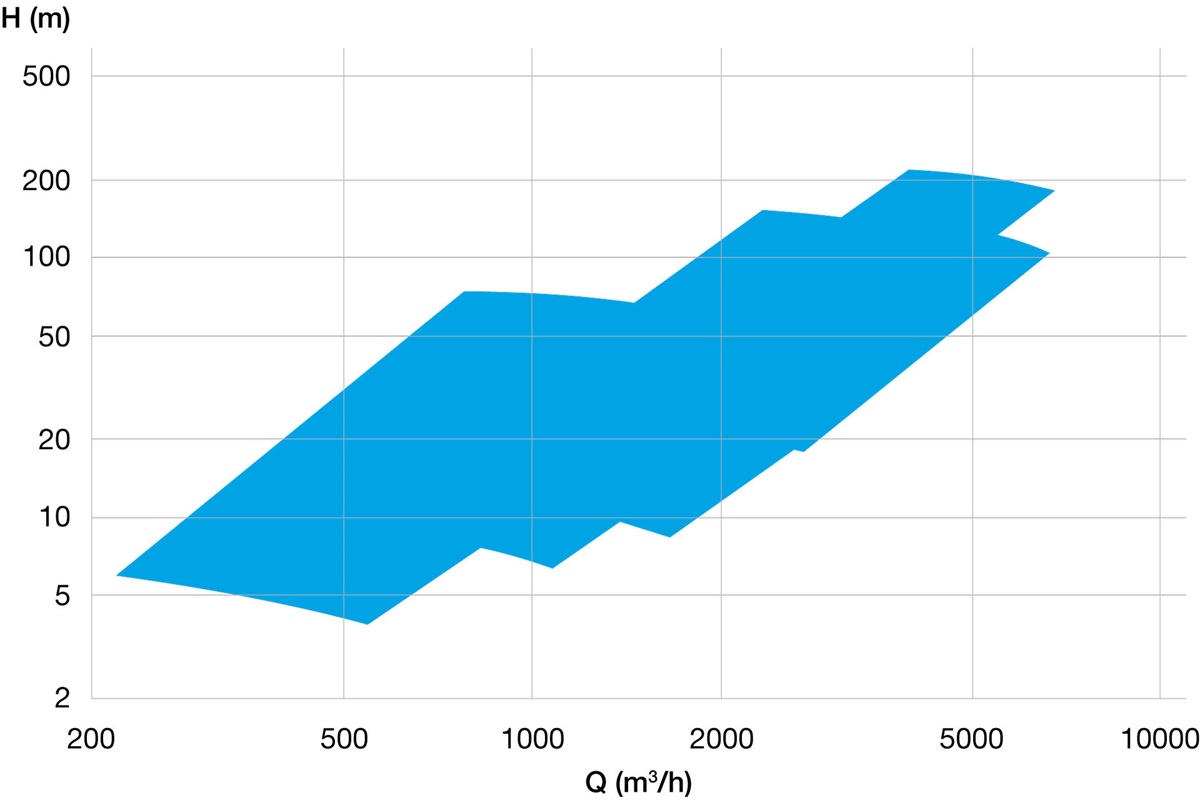
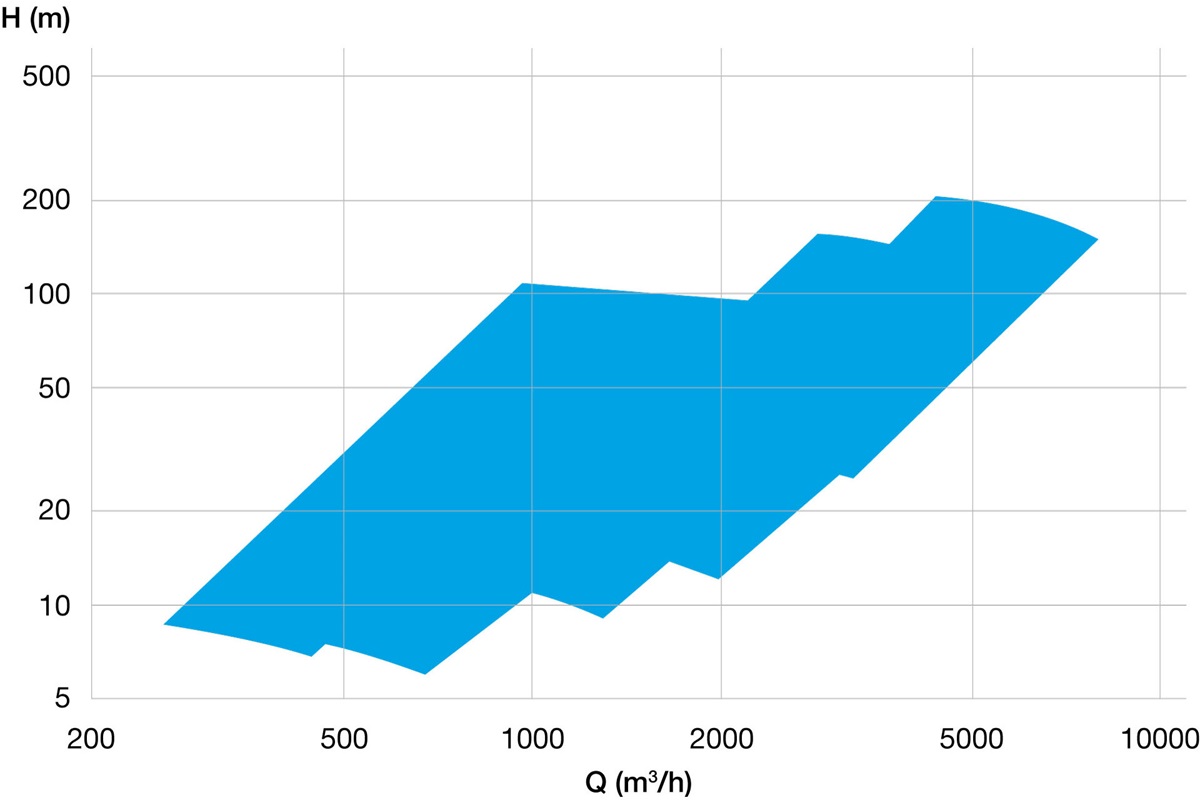
Amplia curva de operación y capacidad de aspiración optimizada
Diseño mecánico óptimo para limitar la carga radial y compensar el empuje axial
Unidad de rodamiento de alto rendimiento
Piezas de desgaste fijas renovables para una eficiencia sostenible
Fácil mantenimiento gracias al diseño de parte posterior extraíble
Aplicaciones
Bomba de refuerzo de baja presión para alimentación a alta presión de membranas de RO
Alimentación de membranas de segundo paso de RO
Aplicaciones de proceso en plantas desaladoras
Las bombas A-RO son bombas de aspiración axial que cumplen o exceden los requisitos de la norma ISO 5199. Esta gama eleva la contrastada serie de bombas Ahlstar A al siguiente nivel en eficiencia y operación, con un diseño optimizado para satisfacer las exigentes condiciones de las distintas aplicaciones del proceso de desalinización de agua de mar por ósmosis inversa (RO). Las bombas A-RO son idóneas para bombear agua de mar o líquidos con propiedades corrosivas similares con temperaturas de hasta 60 ºC, cubriendo un amplio rango de trabajo mediante control de velocidad variable. Satisfacen todos los requisitos donde se necesite una bomba robusta para el incremento de presión, así como en aplicaciones de proceso en general.
Estamos allí donde haya un fluido que bombear, agitar, controlar o aplicar. Vea cómo nuestras soluciones generan valor para nuestros clientes y cómo podemos conseguir que los procesos de bombeo y agitación sean más eficientes y rentables, protegiendo su producción y asegurando una fiabilidad duradera.
Como líder mundial en el diseño y la fabricación de bombas, Sulzer es reconocido por suministrar productos de excelente calidad y gran fiabilidad para las aplicaciones más importantes en la desalación.
¿Cómo podemos ayudarle?
Póngase en contacto con nuestros expertos para encontrar la mejor solución.