-
 MC high pressure stage casing pumpM-series pumps have a modular design thus allowing Sulzer to find the most efficient solution to meet customer requirements.
MC high pressure stage casing pumpM-series pumps have a modular design thus allowing Sulzer to find the most efficient solution to meet customer requirements.
-
 MD high-pressure stage casing pumpBoth investment costs and lifecycle costs are taken into consideration when designing the optimum possible pump as an optimized hydraulic design guarantees maximum efficiency.
MD high-pressure stage casing pumpBoth investment costs and lifecycle costs are taken into consideration when designing the optimum possible pump as an optimized hydraulic design guarantees maximum efficiency.
Delivering biofuels to the pump
Brazilian ethanol production facility expands with Sulzer pumps
Sulzer has supplied specialized boiler feed pumps to support the expansion of a renewable fuel facility in Brazil operated by an organic chemical manufacturer. The pumps will enable the ethanol plant to increase power output from 16 MW to 19 MW, which is generated using sugarcane left over from the production process, helping to reduce waste and improve its carbon footprint.
Ethanol production is a key component of Brazil’s energy industry, with manufacturers utilizing sugarcane to ferment high quantities of the low-carbon fuel. Producing ethanol only generates 14% of the carbon dioxide emissions associated with fossil fuel petroleum.1 Furthermore, ethanol adds oxygen when mixed with gasoline, which reduces tailpipe emissions and air pollution from the combustion process.2 Another benefit is that growing sugarcane crops effectively absorbs carbon dioxide from the atmosphere, making ethanol almost carbon neutral. These advantages have made ethanol use widespread in Brazil, with approximately 70% of domestic vehicles specifically designed to use the fuel.
Pumping up capacity

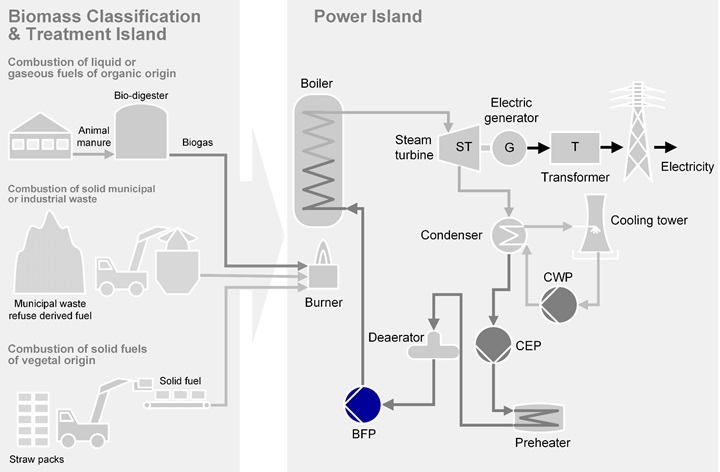
The facility at Santa Rita City in the state of Paraiba contacted Sulzer in Brazil to support with the installation of a new boiler, as part of the expansion of the power generation capacity at the plant. Stem residue, or bagasse, a by-product of the ethanol production process, is burnt in boilers at the site. The heat generated is used to turn water into steam, which drives turbines to create power for the facility, with excess electricity transferred to the wider grid. The boiler installation required two new pumps with varying hydraulic specifications to meet differing operating parameters - so the maintenance manager at the plant approached Sulzer, based on positive past experiences.
The project required us to provide two pumps to meet two different phases of operation. First, the boiler would operate at 50% power generation capacity, before moving to full power generation in the second phase. The challenge was to specify a pump model that could feed the demineralized water into the boiler across both operating parameters.
Sulzer’s local team of application specialists in Brazil recommended two multi-stage ring section pumps. The pumps are specially designed for boiler feed applications, offering exceptional efficiency thanks to an optimized hydraulic design. Modular hydraulics also allow the pump to meet a wide range of operating conditions. The pump for the first phase will feature a variable frequency drive (VFD) to ensure optimum energy efficiency at 50% capacity, with the second then powered by a turbine, once the boiler is fully operational. This approach ensured that the two operating parameters could be met effectively.
Reliable ethanol production
As sugarcane is grown seasonally, Sulzer can further support customers by carrying out pump inspections and planned preventative maintenance between harvests. Our experience and knowledge as a global pump manufacturer, plus our service center network in Brazil, mean that our customers can benefit from industry-leading pump engineering and maintenance capabilities. This means we can ensure that critical equipment is always in the best possible condition, ready for when ethanol production is at its most intensive. As a result, customers can be sure of maximum pump reliability and performance.
As well as constituting a large portion of Brazil’s energy economy, sugarcane ethanol is a vital fuel for combating climate change. In fact, it has been estimated that if Brazil maximizes its ethanol production capacity, it could reduce current global carbon dioxide emissions by as much as 5.6%. 3
Ancelmo Santana - Sales Specialist of Energy Business at Sulzer Brazil
We are excited to be supporting the production of renewable fuels,our pump technologies can help leading producers deliver low-carbon fuels to Brazil and around the world, reducing carbon emissions.
1 [https://news.illinois.edu/view/6367/570179]
2 [https://www.sugarcane.org/sugarcane-products/ethanol/]
3 [https://news.illinois.edu/view/6367/570179]
2 [https://www.sugarcane.org/sugarcane-products/ethanol/]
3 [https://news.illinois.edu/view/6367/570179]