Technical article
Vertical turbine pump design improves operating performance in sulfuric acid production plant
Pumping of sulfuric acid is a very demanding application, and the lifetime of the equipment is a challenge considering the severe corrosive conditions encountered in several parts of the process. The selection of the pump design is a fundamental step in obtaining the best operating performance of the equipment.
Introduction
Sulfuric acid (H2SO4) is one of the most important industrial chemicals as it is used in various process applications such as fertilizers, metals, pigments, explosives, and several others.
The production of sulfuric acid is achieved through several steps. At first, liquid sulfur is burned in a furnace to produce sulfur dioxide (SO2). In this first phase, it is of primary importance to avoid humidity, which would lead to catastrophic corrosive conditions. The produced SO2 gas is then processed by high-temperature catalytic oxidation to generate sulfur trioxide (SO3), which will be used in a contact process to produce sulfuric acid.
In a conventional contact phase process, depending on the installation, the concentration unit features absorption and drying towers, where an ascending stream of gas flows through a sprayed cloud of concentrated sulfuric acid. In the absorption tower, SO3 reacts with H2SO4 and leads to a higher concentration of sulfuric acid, which is then diluted by the addition of water. This process requires continuous pumping of sulfuric acid from a tank to the tower. The principle of the drying tower is similar, but it uses ambient air instead of SO3 gas. It is an important operation since sulfuric acid droplets capture the humidity of air so that the dried air is then suitable to be injected into the sulfur burning furnace.
In most configurations, vertical pumps are installed at the top of a tank, ensuring maximum safety and reliability. This lay-out does not require the connection of the pump to the tank under the liquid level, and any leakage that may occur will be contained. Additionally, it ensures safer on-site installation and maintenance because those operations are performed above the tank.
The typical operating parameters for circulation pumps used in the above application are:
- Liquid: H2SO4
- Concentration: 92% to 99.9%
- Temperature: 60°C to 120°C (158°F to 248°F)
- Flow: up to 1’800 m³/h (7’800 gpm)
- Head: 15 to 30 m (49 to 99 ft)
More stringent conditions could be managed with an alternative process design. Due to exothermic reactions, the global heat generated in the process is important. The common plant design uses this energy to generate low-temperature steam, which is then transformed into electricity. Process licensors have developed heat recovery systems allowing the production of higher-temperature steam, which is more efficient in electricity production. This is achieved by using a similar tower working at a much higher temperature than in the conventional process.
The typical operating parameters for heat recovery circulation pumps used in the above application are:
- Liquid: H2SO4
- Concentration: 99.9%
- Temperature: 200°C to 250°C (392°F to 482°F)
Challenge
Sulfuric acid is highly corrosive, and a variation of concentration or temperature could increase corrosion drastically, resulting in considerable damage to the plant equipment. The challenge for operators is to keep those parameters under control, and this is more difficult to achieve during transient phases (i.e. starting, shut-off, surge, etc.) than other phases. For that reason, equipment lifetime and reliability are some of the most important factors to limit the number of those difficult phases and related risks.
Considering pump operation, the two main concerns would be material corrosion and mechanical issues. Mechanical issues (i.e. bearing lifetime, wear part consumption) are the same for corrosive applications and non-corrosive applications, while both are not totally independent since corrosion could affect the geometry of parts and have subsequent effects increasing mechanical issues. In the worst conditions, it could turn into an exponential phenomenon with catastrophic damage to the pump. The challenge for pump manufacturers is to select a design that shows the best performance in those conditions.
Design assessment
In the present case, the two main primary characteristics to define the pump design are the material of construction and the pump type itself.
The material selection requires good metallurgical and process knowledge since the corrosiveness of sulfuric acid varies greatly depending on the concentration and temperature. High-concentration 99% sulfuric acid at a medium temperature of 70°C may be pumped with a pump made of acid-proof cast iron materials, while reducing to a lower concentration below 94% may require a higher-grade alloy.
Material performance may be assessed with corrosion rates available in literature. On the other hand, it could be difficult to find similar operating conditions that correspond to the actual plant operating conditions. Consequently, material selection is achieved through a complex process based on academic research, laboratory testing, and most importantly considering the field experience of users and the manufacturer.
Meanwhile, most data or field tests are available for static conditions only. Knowing that flow velocity has an impact on erosion, the corrosion rate of the material eventually varies. In some cases, a material with the lowest corrosion rate in static conditions has shown a higher corrosion rate in dynamic conditions.
Considering the observation above, the challenge is then to select the vertical pump design that gives the best intrinsic performance independently of material selection. The two main designs that are available for vertical pumping out of a tank are vertically-mounted end suction pump or vertical turbine pump.
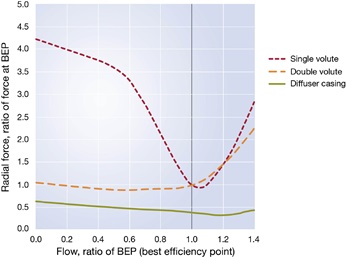
The first one is the most common for these applications to date. It features a volute case installed on a suspension column with a separate discharge pipe rising up to a baseplate. The volute case geometry generates radial thrust on the pump line shaft. The thrust leads to deflection and vibrations and causes wear of the pump bush bearing and the roller bearings. As previously mentioned, the highly corrosive conditions, where the clearance increases over time, further deteriorates the mechanical condition of the pump. This effect being exponential, the equipment lifetime is consequently rapidly decreased.
In a vertical turbine pump, the medium is pumped directly through the impeller from the suction to the column and discharge head. The symmetric diffusor case of the pump distributes the thrust equally. Detrimental thrust on the line shaft does not occur and as a result, the level of vibrations and the shaft deflection can be kept at a minimum. This advantage does not only apply to the best efficiency point of the pump, but to the entire flow range.
A radial thrust comparison clearly shows the radial thrust variation depending on the case design. A single volute shows the worst impact. In all cases, a vertical turbine pump design keeps radial thrust at the lowest value, further preventing mechanical damage to the pump.
In the presence of a high temperature, the vertical turbine pump design with only the discharge column filled with liquid does not present a risk of stress due to the differential thermal expansion of an asymmetric construction with the suspension column partially filled with liquid.
Another aspect to be considered is the localized observed corrosion at the acid/gas interface. It is the result of localized liquid concentration and temperature. Devastating consequences could arise due to that phenomenon. Good plant maintenance practice requires metal thickness measurements to monitor the condition of the parts and ensure their replacement in due time if necessary. A vertically-mounted pump features four interfaces (i.e. two on the support column, one on the shaft and one on the discharge pipe), while a vertical turbine pump only has one interface on the discharge column. This limits corrosion, making monitoring easier and ultimately reducing the risk of catastrophic failure significantly.
The compact design of a vertical turbine pump gives additional benefits for installation and maintenance. Discharge through a column and sump head requires a footprint dimension which is less than half of that needed by a volute case design. A side discharge on the sump head can be flanged directly to a downstream discharge pipe. Additionally, pump assembly is much easier with only one column assembly.
As a result of this assessment, pump type VAS has been designed combining all advantages of the vertical turbine pump with adequate material selection and technical adjustments adapted to the specific requirements of the process. It benefits from all experience accumulated while developing and manufacturing heavy-duty equipment for demanding applications.
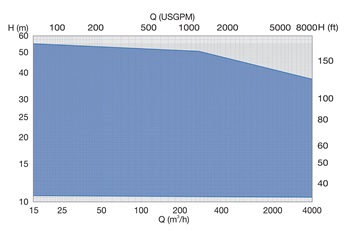
The current range performance covers flow rates up to 4’000 m³/h, and higher flow rates could be considered based on extended standard vertical turbine pump flow range. The standard construction is suitable for absorption tower and drying tower circulation, and operation in a heat recovery system requires specific features to ensure safe operation at higher temperatures.

Experience
The original VAS design was made back in the 1970’s by Ensival, a Belgian company that subsequently merged into Ensival Moret and was eventually acquired by Sulzer in 2017. The company was working actively to develop and manufacture a pump for severe industrial applications. Capitalizing on the company’s huge know-how and field experience of highly corrosive applications, combined with local engineering collaboration, the pump type has been operating since that period with high user satisfaction.
Equipment has been supplied for numerous projects worldwide either as original supplies for new plants or as a replacement of other manufacturers’ equipment, with a high level of user satisfaction. Depending on the operating conditions of the plant, the overall lifetime of the pumps has been four to eight years with limited spare parts consumption.
The company is continuously supporting users to improve their existing equipment or to allow process developments as illustrated by recent projects.
Case study 1
A leading global fertilizer producer was facing difficulties in optimizing the operation in one of its sulfuric acid plants because of limited pumping equipment lifetime and increased process downtime. The equipment involved was a circulation pump in a heat recovery system. The lifetime of the pump originally supplied with the system was less than one year and consequently far out of plant standards. Being the sole installed running pump, troubleshooting of the pump required system shut-down.
As a satisfied user of VAS pumps for decades, the plant team contacted our technical department to discuss the problem faced with a competitor’s equipment. Sharing our expertise in pump design and materials for sulfuric acid pumping, we have helped the customer increase the equipment lifetime slightly. Meanwhile, problems due to radial thrust, which were clearly visible on damaged parts, were intrinsic to the volute case design.
The existing pump was eventually replaced by our vertical turbine pump design, which has now demonstrated more than a double lifetime compared to the previous equipment at the customer’s site. The pump is still running to date, so the customer is now planning to extend the operating period between system shut-downs.
Case study 2
A current development trend for designing sulfuric acid plants require an increase in the pump flow. The largest existing plant currently in operation features a continuous circulation of two pumps with a typical flow between 1’200 m³/h and 1’800 m³/h. An engineering company identified the benefits of operating a single pump designed for the total capacity (i.e. tank lay-out, single downstream line, etc.). The initial requirement considered a single pump in operation with a flow rate of 2’600 m³/h.
To cope with this significant performance increase, the equipment size should be much larger, amplifying the disadvantage of a vertically-mounted end suction pump. Due to the asymmetric volute case design, the radial thrust value and thermal stress would have more than a significant impact, drastically limiting the equipment lifetime. On the other hand, a vertical turbine pump does not present those technical issues, whichever the equipment size. Considering those benefits, the project has proceeded with a single pump for a sulfuric acid flow of 2’800 m³/h.
Additionally, a compact design avoids the oversizing of the equipment and allows easy maintenance and installation as demonstrated on the test bench during the manufacturing process.
Conclusions
Sulzer’s vertical turbine pump type VAS has been specifically designed for sulfuric acid pumping. Combined with Sulzer’s experience and continuous support, it has helped users improve operation performance considerably even in the most stringent conditions.
The pump design extends the lifetime of the equipment and allows the customer to increase the MTBM (Mean Time Between Maintenance) significantly. The compact design of Sulzer’s vertical turbine pump ensures easy installation and maintenance-friendly operation. The symmetric diffusor case design allows the development of bigger pumps for higher sulfuric acid circulation flows than with existing equipment, opening new paths for process development.
Contact our expert for more information

