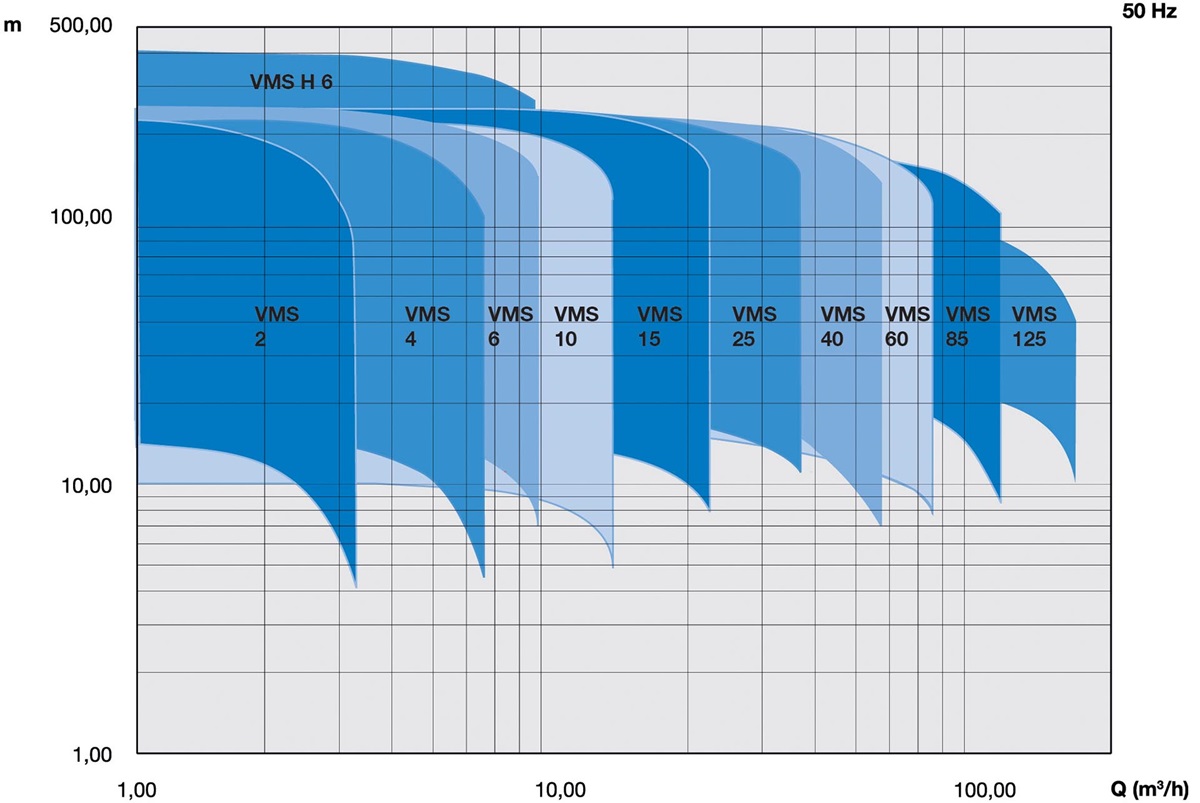
The highly efficient VMS vertical multistage pumps are used for multiple applications in the water market. The VMS offers a wide range of options and designs due to the combination of durable and innovative construction methods.
Noice reduction with optimized pump’s flow profile and special design of motor cooling fan
Maintenance-free electric motor
The stainless steel base guarantees the conservation of water quality and together with the modular construction that makes it possible to modify the pump for your specific application, we can offer you a reliable and cost-effective solution.
Making clean, safe drinking water widely available is one of human society’s greatest priorities. 90% of the world’s population currently has access to at least a basic source of potable water, and 71% of people enjoy a managed supply of clean water to their homes. With the aim to further increase availability while controlling costs, utilities are continually investing to expand, upgrade and improve their networks, operations and maintenance processes.
The plant, which was officially inaugurated by the country’s president Abdel Fattah El Sisi in April 2020, will produce enough clean water to irrigate 70’000 acres (283 square kilometers) of agricultural land.
Wherever fluids are pumped, mixed, controlled or applied, we are there. See how our solutions create value for customers and learn how we can make your pumping and mixing processes more efficient and profitable, safeguarding your production and ensuring lasting reliability.
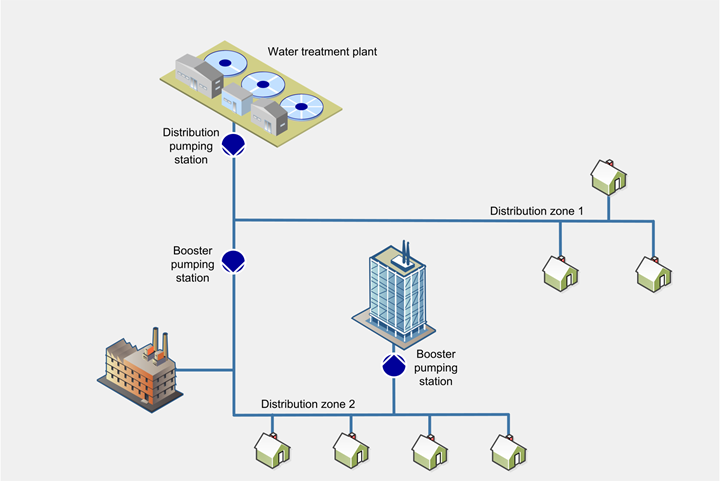
Getting drinking water to all parts of a distribution network involves many challenges along the way. From the water treatment plant through pumping stations and beyond, Sulzer pumps lift and move the drinking water to bring it to its destination at sufficient flow and pressure.
When planning new water treatment plants or upgrading existing ones, operating costs are as important as investment costs. Sulzer’s innovative pumps, mixers and compressors combine reliable treatment performance with superior energy efficiency.
The VMS pumps are certified with the NSF /ANSI 61 certification. In the certification process, the pump has gone through a variety of testing to ensure safe pumping of drinking water.