Inovando para se adaptar às suas necessidades hídricas
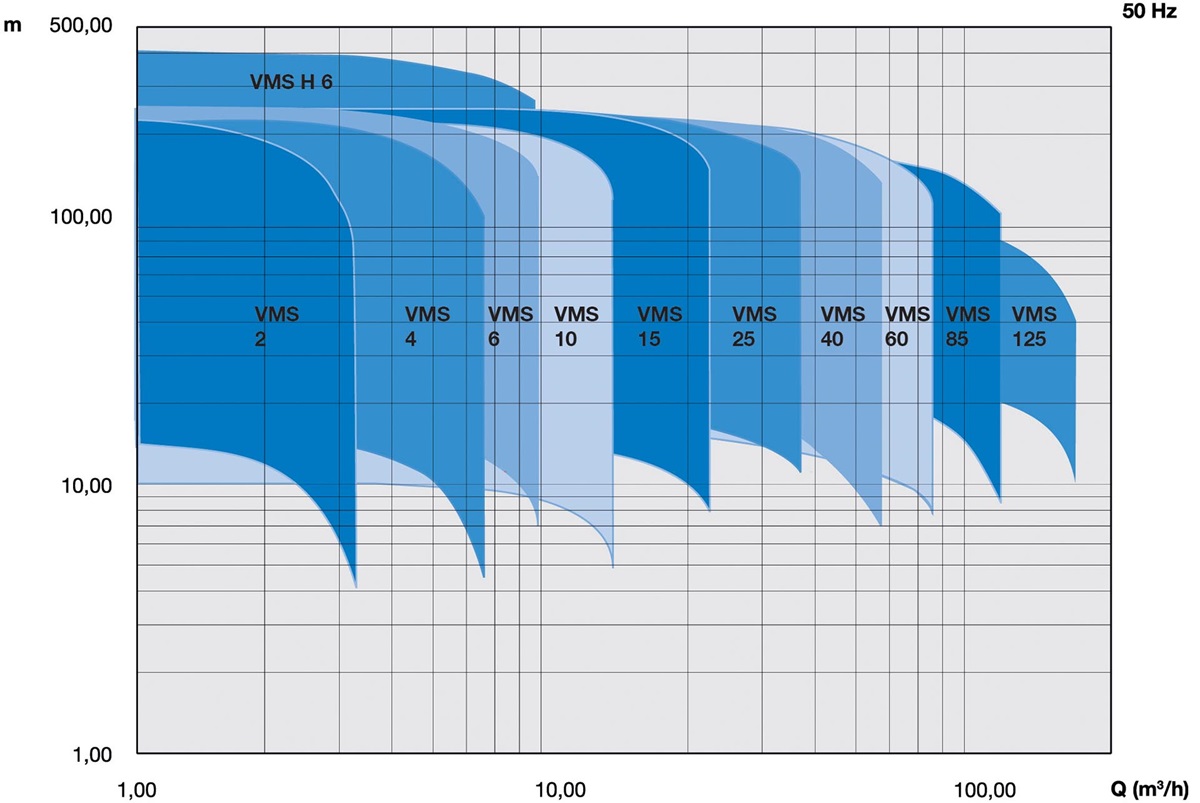
As bombas multiestágio verticais VMS, altamente eficientes, são usadas para múltiplas aplicações no mercado hídrico. A VMS oferece uma ampla gama de opções e designs devido à combinação de métodos de construção duráveis e inovadores.
Redução de ruído com perfil de vazão de bombas otimizado e design especial do ventilador de resfriamento do motor
Motor elétrico livre de manutenção
A base de aço inoxidável garante a conservação da qualidade da água e, juntamente com a construção modular que permite modificar a bomba para sua aplicação específica, podemos oferecer uma solução confiável e com uma boa relação custo-benefício.
Onde quer que os líquidos sejam bombeados, misturados, controlados ou aplicados, nós estamos lá. Veja como nossas soluções geram valor para os clientes e descubra como podemos fazer seus processos de bombeamento e mistura mais eficientes e rentáveis, protegendo sua produção e garantindo confiabilidade.
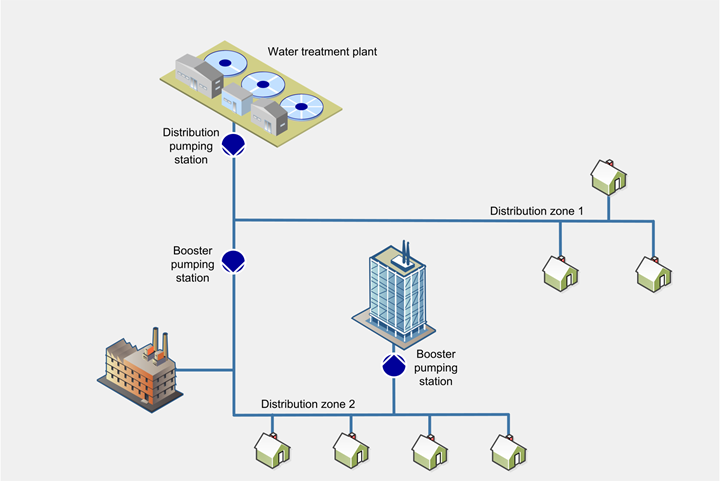
Levar a água potável para todas as partes de uma rede de distribuição envolve muitos desafios ao longo do caminho. Da estação de tratamento de água por meio de estações de bombeamento e além, as bombas Sulzer elevam e transportam a água potável para trazê-la para seu destino com vazão e pressão suficientes.
Ao planejar uma nova estação de tratamento de água ou atualizar uma estação existente, os custos operacionais são tão importantes quanto os custos de investimento. Os inovadores compressores, misturadores e bombas da Sulzer combinam desempenho confiável de tratamento com eficiência energética superior.
As bombas VMS possuem certificação NSF / ANSI 61. No processo de certificação, a bomba é submetida a uma série de testes para garantir o bombeamento seguro da água potável.
Las bombas VMS han obtenido la aprobación del WRAS y, por tanto, cumplen las regulaciones referidas al uso del agua en Reino Unido y los estándares requeridos para el transporte de agua limpia.
Como podemos te ajudar?
Fale ou escreva para os nossos especialistas e encontre a melhor solução para você.