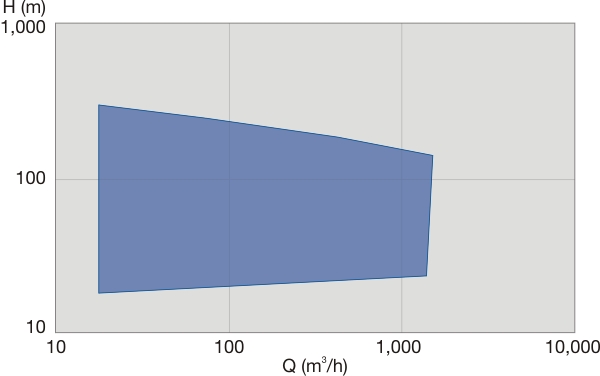
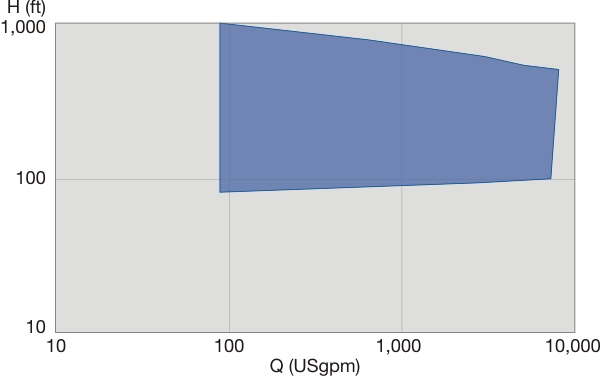
The JTS vertical turbine pump integrates the tradition of providing Sulzer's highly engineered and reliable vertical turbine pump with the standardization of materials and configurations available in bowl sizes of 180 to 510 mm (7 to 20 inches).
Maximize efficiency and durability in copper applications, while reducing energy costs and water consumption. With an advanced selection of materials for a comprehensive portfolio, Sulzer ensures reliable performance at minimized downtime, even in demanding environments.
We support complex industrial processes with tailored water and wastewater treatment solutions by combining process understanding, proven technologies, and global experience across demanding industries.
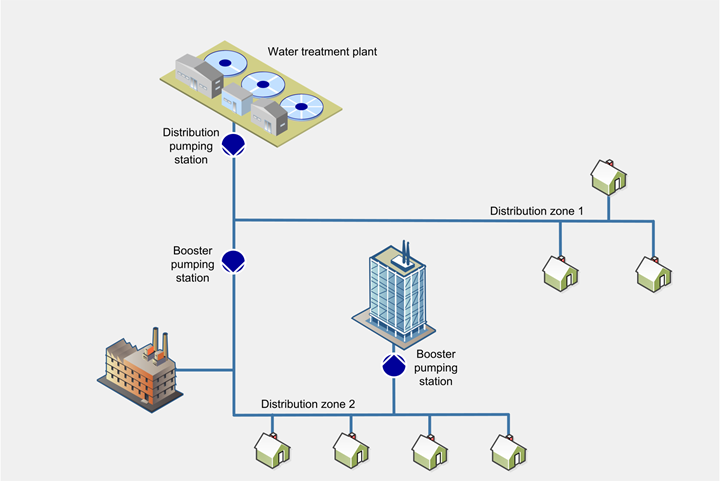
Getting drinking water to all parts of a distribution network involves many challenges along the way. From the water treatment plant through pumping stations and beyond, Sulzer pumps lift and move the drinking water to bring it to its destination at sufficient flow and pressure.
When planning new water treatment plants or upgrading existing ones, operating costs are as important as investment costs. Sulzer’s innovative pumps, mixers and compressors combine reliable treatment performance with superior energy efficiency.
The JTS pumps are certified with the NSF 61/372 certification. In the certification process, the pump has gone through a variety of testing to ensure safe pumping of drinking water.
How can we help you?
Talk or write to our experts to find your best solution.