Nuclear pump design
Pump design saves diesel margin for nuclear power plant
Operational safety is of paramount importance in nuclear generating facilities, which are governed by strict standards and protocols that dictate design specifications and operational procedures. These plants are required to ensure that the diesel generators are capable of running the necessary equipment during a power outage.
For a nuclear power station in the Midwest of the USA operating two pressurized water reactors (PWR), the raw water pumps were identified for replacement. A request for quotation was issued for tender and those manufacturers that qualified as a potential supplier, including Sulzer, prepared their bids. As with all tendering scenarios, questions can be asked, and all of the bidders are made aware of any questions and the respective answers.Collecting the facts
On the face of it, this would appear to be a straightforward like-for-like replacement. The pump specifications were provided and, due to the importance of this equipment, very unlikely to be changed. However, a number of issues with the performance of these pumps existed, including high vibration levels, high power requirements and reduced flow rates when operating in unison.
Art Washburn - Nuclear Technical Support Manager in Chattanooga
My experience in the nuclear sector goes back decades and the specification for these pumps didn’t seem to cover potential operational concerns. The questions I needed to ask couldn’t be answered by the purchasing department; I needed to talk with the engineers, to get a better understanding of the situation. This would enable us to deliver the right pump for the job.
Sticking to the rules
The safety protocols for the plant state that, in the event of a loss of power, safety-critical systems will be powered by emergency diesel generators. These are designed to produce sufficient power for all the safety circuits, which are brought back online in sequence to avoid overloading the generators. The raw water pumps are among the first pieces of equipment to be restarted, but the protocols require the pumps that start and operate, to remain in service and not be stopped by the operators.
On the face of it, this would appear to be sensible – applying the maximum pumping capacity to the reactor. However, the maximum flow is dictated by the heat exchangers and injection systems, not the pumps, so operating all the pumps at the same time results in each pump operating at a significantly reduced flowrate.
In this case, where high specific speed (Ns) pumps were installed, the power requirement increased at the highly reduced flowrates, overloading the generators. In fact, the combined operation of three pumps in parallel caused the safety relief valves to lift as the pumps approached shutoff head conditions.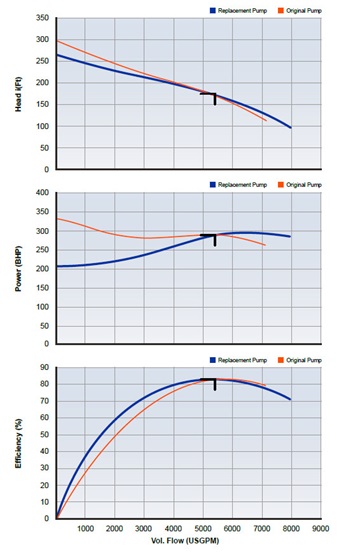
Optimizing the design
For a pump with a high specific speed, the shape of the power curve is highest at low flows and it drops down as flow increases. The curve for a pump with a lower specific speed is almost the reverse, with a lower power requirement at low flows and increasing as the flow rate rises.
Art continues: “Once the history of the original pumps was understood, it was possible to establish why the plant was experiencing the issues described. This led to the design of a pump with a lower specific speed, which would not only deliver the required flowrates but also save a huge amount of power. Under normal design conditions, the power requirement remained unchanged, but when running on the diesel generators, it is critical.”
Following more detailed discussions, Sulzer was awarded the contract to manufacture and deliver six new pumps for the power plant. The decision to reduce the specific speed required some changes to the impeller and bowl but otherwise the original specifications were met. Sulzer also included some material upgrades and improved the design of the stuffing boxes to eliminate leakage, which had been a standing long-term corrosion issue identified by the maintenance team.Delivering power savings
The new pumps came from the SJT range of cooling water pumps, which are large-flow vertical pumps that are engineered to order to ensure the most efficient design is achieved. In this case, the pump operated at 1’775 rpm and required a 300 horsepower (225 kW) drive motor to deliver 5’320 gallons per minute (20’100 litres per minute).
The change in the pump design saved approximately 100 horsepower (75 kW) per pump, thereby freeing up an additional 600 horsepower (450 kW) from the emergency diesel generators, for no additional cost. To put that into context, a project to re-rate the generators and provide a similar amount of extra capacity, if feasible, would cost in the tens of millions of dollars.
The new pumps have been installed and the improvement in performance has been significant. The levels of vibration have dropped considerably, especially at minimum flow and the safety relief valves are no longer being challenged. In addition, the material upgrades that were included in the new designs have brought further benefits, increasing the mean time between maintenance (MTBM).
However, by far and away the greatest benefit has been the reduction in power requirement at low flow conditions. Such a large gain in diesel margin has saved the power plant from a potential generator re-rate project, the cost of which would take years to recover.
Improving understanding
Art concludes: “This case highlights the importance of being able to understand pump curves and how pumps interact together in a system. As experts in pump design and manufacturing, Sulzer has created a specific training course on this subject to help those involved in operating, maintaining and replacing pumps. In little more than four hours, those people responsible for sourcing new pumps will have the potential to make considerable improvements in their facility.”
For installations that are experiencing concerns about exceeding the available power from the emergency diesel generators, it is possible to review existing pump curves and adjust the specific speed of a pump without compromising the specifications laid down in the original documentation. Reducing the load on the generators has the potential to save millions of dollars that would otherwise need to be spent on re-rating this equipment.
Your contact
Services Division
Sulzer Management Ltd


