- Ore separation
- Electrowinning
- Water transfer
Mining
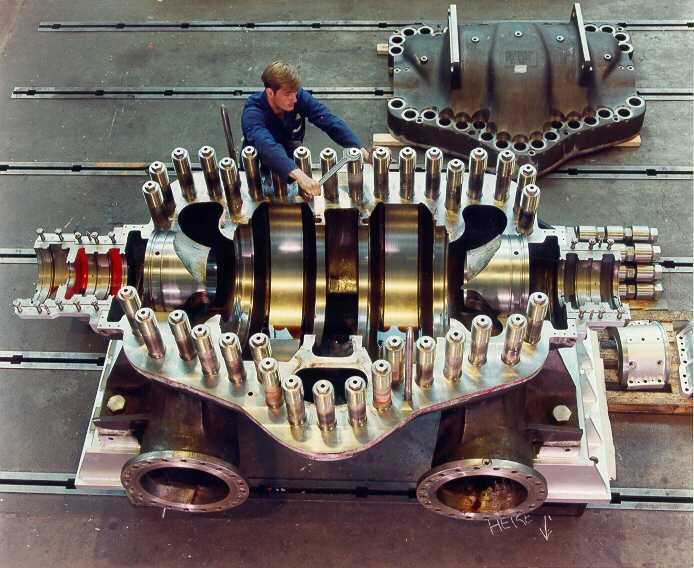
Whether on the surface or underground, the conditions in mines are harsh. Besides the mud, slurry, stones, and rocks, there are large volumes of water to remove in order to keep production moving. Sulzer pumps and other process equipment operate reliably in demanding mining applications, where durability and performance are key factors.
Sulzer offers a comprehensive portfolio of innovative pumps and agitators for mining applications, from light-weight and robust submersible dewatering pumps to wear-resistant high-lift centrifugal pumps for the removal of sludge, mud, silt, and water in abrasive and corrosive environments. We also offer an air removal feature that solves problems related to gas entrapment in the froth flotation process. With thousands of installations around the world, Sulzer products and services have stood the test of time.
- Mine water management
- Open pit mine dewatering
- Underground mine dewatering
- Water intake and water supply
- Process water and process dewatering
- Tailing ponds and water reclamation
- Water treatment