Efficiently remove monomers, solvents and impurities from polymers
Applying more than 35 years of expertise, our teams have developed a fully customizable devolatilization technology based on single or multiple static processes to ensure a low residual volatile content in your high-quality polymerized products. Performance guarantee included.
Devolatilization processes are often a key issue in the production of high-quality polymer products. With legislation and stricter environmental requirements demanding lower residual organic volatiles in plastic materials, efficient devolatilization is mandatory for any modern polymer production plant.
After polymerization, the product usually still contains significant amounts of unreacted monomers, oligomers, solvents, and other impurities. Some of these remaining chemicals are harmful or react with the polymer chains during later processing, making their removal an important step to obtain a commercially usable polymer.
The removal of volatiles from polymer melts is a complicated task not only because diffusion from the polymer is strongly limited by viscosity. Solvents and monomers often also exhibit rather high boiling points, making it more difficult to evaporate them at temperatures that do not harm the polymeric matrix.
Technical concept for low residual volatile content polymer
For the efficient removal of residual volatiles from polymer melts, Sulzer has developed equipment and process concepts based on static mixing. Our single or multistage devolatilization processes feature:
Heat exchangers equipped with static mixers for better heat transfer
Static mixers for injecting stripping agents
Uniquely designed flash chambers
Proprietary flow distributor technology suitable for a wide range of viscosities
Overhead system for recovery of monomers/solvents
Delivery of a complete process package (optionally skid-mounted) including gear pumps and other equipment
Multistage devolatilization: reaching for the limit
For many polymers, polymerization is stopped at conversions of around 50%. In case of rubbers, monomer conversions of even less than 20% are common. The removal of such high amounts of solvents and monomers to levels in the ppm range requires significant efforts in devolatilization.
Sulzer's devolatilization technology enables significant VOC reduction by using static mixing in combination with multistage flash techniques, thus dispensing with the need for dynamic equipment as extruders or kneaders in many cases. For polymers that cannot be devolatilized fully by using static mixing technology only, the combination of state-of-the-art flash technology with dynamic equipment such as extruders or kneaders results in significant energy savings and increased profitability of your overall process.
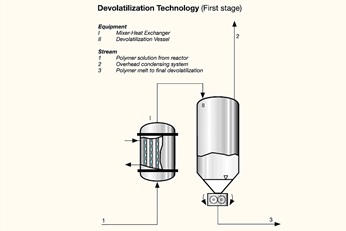
First devolatilization stage: removal of residuals
In general, the first devolatilization stage for removal of large amounts of residuals consists of a multitube heat exchanger followed by a flash chamber with proprietary design and engineering.
The heat exchanger equipped with SMXL mixer inserts guarantees rapid and controlled heating of the polymer solution without notable damage to the polymer matrix.
In the vacuum flash chamber, the volatiles are separated from the polymer and led to an overhead system for recovering monomers and other compounds to improve the overall process yield. The polymer is discharged from the bottom section of the devolatilization chamber by a gear pump with special inlet section design.
Sulzer engineers take advantage of their experience from several decades of building devolatilization plants when designing this type of gear pump in order to remove even the highest viscosity type polymers with the lowest possible NPSH from the flash chamber.
After discharge from the vessel, the polymer is then forwarded either to the next devolatilization stage, an upgrading mixer or a pelletizer.
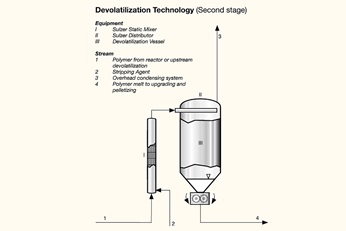
Final devolatilization stage: Overcoming the diffusion limits
For applications requiring very low residual volatile contents, Sulzer offers a technology package using one or more stripping agents for the last devolatilization stage.
The stripping agent, when dispersed properly into the polymer melt, eases the release of volatiles from the viscous polymeric resin by creating a foam structure and lowering the partial pressure of the volatiles in the gas phase.
Both effects significantly improve the mass transfer out of the polymer. Stripping agents are typically water, nitrogen, carbon dioxide, or other low boiling substances.
For dosing of stripping agents, Sulzer engineers have carefully designed suitable static mixers and inlet nozzles in order to guarantee a smooth and homogeneous dispersion in the high-viscosity melt stream. Using Sulzer's newest SMX plus static mixers with an optimized pressure drop profile results in reduced investment costs at equally high performance.
The devolatilization results can be further improved by using Sulzer's proprietary distributor technology. The design and engineering of Sulzer's distributors was developed and tested at pilot scale over many years, and the technology is proven in numerous industrial scale installations worldwide.