-
 BBT and BBTD between bearings two stage pumpsThe BBT/BBT-D 2 stage, radially split ISO 13709 / API 610 Type BB2 pumps offers the widest range of hydraulic performance in the industry. The BBT-D double suction impeller provides reduced NPSH3 for tough services in refineries and other critical applications.
BBT and BBTD between bearings two stage pumpsThe BBT/BBT-D 2 stage, radially split ISO 13709 / API 610 Type BB2 pumps offers the widest range of hydraulic performance in the industry. The BBT-D double suction impeller provides reduced NPSH3 for tough services in refineries and other critical applications.
-
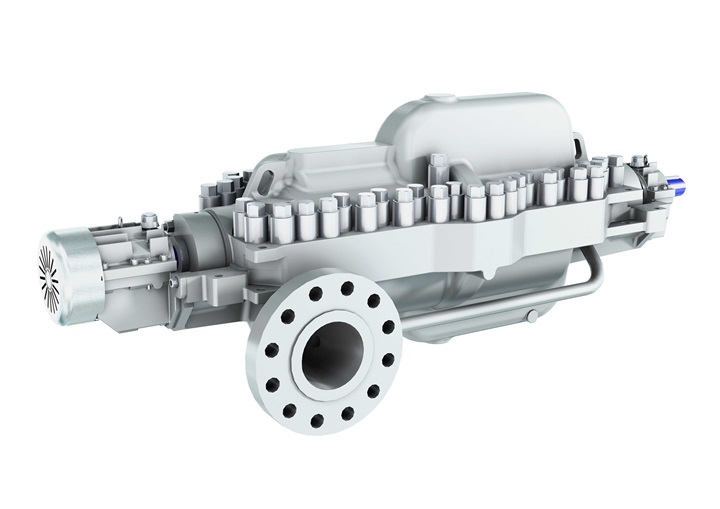 MSD axially split multistage pumpThe MSD pump has the broadest hydraulic coverage of any BB3 type multistage pump in the market. There are over 10 000 MSD pumps installed in product pipelines, boiler feed, water injection and even nuclear safety-related services around the globe.
MSD axially split multistage pumpThe MSD pump has the broadest hydraulic coverage of any BB3 type multistage pump in the market. There are over 10 000 MSD pumps installed in product pipelines, boiler feed, water injection and even nuclear safety-related services around the globe.
-
 OHH overhung single stage pumpsThe OHH is our API 610 (ISO 13709) type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump.
OHH overhung single stage pumpsThe OHH is our API 610 (ISO 13709) type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump.
-
 PRE end suction pump rangeThe PRE is our API 610 (ISO 13709) Type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump. The highly configurable design offers reliability, high efficiency and minimum pump life cycle cost.
PRE end suction pump rangeThe PRE is our API 610 (ISO 13709) Type OH2 overhung, horizontal, centerline mounted, single stage, radially split process pump. The highly configurable design offers reliability, high efficiency and minimum pump life cycle cost.
Renewable diesel plant opts for Sulzer pumps
Creating low-carbon fuel to help reduce transportation emissions by up to 3 million tonnes per year
In Canada, a major oil producer is undertaking a project to use local canola (rapeseed) oil to create renewable diesel on an industrial scale.
At the heart of the plant will be a number of precision pumps from Sulzer that have been designed to handle the challenging process conditions. The expected outcome of the initiative is a reduction in carbon emissions by 3 million tonnes annually, equivalent to cutting the number vehicles on the road by 650’000.
The anticipated output of the facility is more than one billion liters of net zero diesel per year that can be used to power vehicles, trains and industrial boilers. The proposed expansion of the existing refinery is expected to be complete by March 2024.

Challenging processes
Sulzer has been selected to supply a range of pumps for the innovative project that will utilize locally grown crops as a bio-feedstock. In all, the company will supply 26 pumps. Two MSD (BB3) models will be responsible for the high pressure and high temperature naphtha feed application, which is a central part of the catalytic process to break down the canola oil. Two BBT-D recycle pumps and a number of OHH and PRE process pumps, will be delivered with a Duplex stainless steel construction to ensure extended service in the challenging conditions.
Jayesh Kantharia, Senior Account Manager at Sulzer, comments: “We are very proud to play a part in the creation of this innovative renewable diesel complex that has such potential to help reduce carbon emissions. Using local agricultural produce to create low carbon fuel is a great way of maintaining our transport infrastructure while reducing the amount of greenhouse gases involved.”
Long-term reliability
The main pumping systems are designed for 2 x 100% operation, which means that the plant design has no back-up or redundancy facility and therefore the pumps must deliver excellent reliability.
For the pumps, quality starts with the raw materials and foundries used to create the castings. Traceability and a transparent manufacturing process are very important. To that end, the refinery’s representatives will be welcome to visit the Sulzer locations at any point during the production and testing phases.
As one of the first plants to produce renewable diesel on an industrial scale using these pioneering technologies and processes, the procurement team needed the support of a pump manufacturer that could offer technical expertise and design flexibility. Combined with our knowledge of biofuel applications, we can deliver pumping systems that will help to ensure process reliability and efficiency.
Jayesh Kantharia, Senior Account Manager at Sulzer


