Technical article
Optimizing the performance of axial flow pumps in evaporator circuits
Axial flow pumps are widely used in evaporator circuits in chemical and some petrochemical processes. Frequently overlooked, the proper design, operation and maintenance of these pumps can have a crucial effect on process performance, energy efficiency and equipment reliability.
Evaporation and crystallization are essential elements of many manufacturing processes. Evaporation is used to increase the concentration of liquid solutions with dissolved solids, for example in phosphoric acid production. Crystallization is used to recover solid materials from a solution, for example in the manufacture of potash fertilizer and various salts.
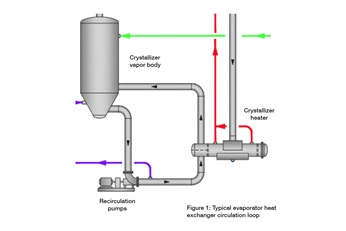
The critical process design parameter in the evaporation loop consists of the temperature rise of the fluid through the heat exchanger, achieved by a specific velocity in the tubes at a specific flow rate, while maintaining an acceptable pressure drop through the heat exchanger (figure 1). This results in a specific flow rate for the circulating pump.
In most cases, such recirculation circuits require a low head pressure to achieve a high flow rate. Axial flow pumps, in which a propeller-type impeller is mounted axially with the fluid flow, are commonly used to meet these duty conditions.
Unlike some other pump designs, axial flow pumps have a relatively narrow safe operating envelope, which is close to a given pump’s Best Efficiency Point (BEP). Operating a pump outside this safe range can result in higher energy consumption, vibration, noise, accelerated wear or even catastrophic pump failure.
In evaporation and crystallization applications, several factors can lead to a properly-specified pump departing from its optimum operating conditions. In particular, high temperatures can cause build-up of scale inside the heat exchanger tubes. This increases pressure losses and results in shifting the operating point of the pump back in flow. Such closed-loop circuits are built without flow rate instrumentation, and contrary to most pump designs, the energy consumption of an axial flow pump will rise as the flow rate falls.
To avoid process problems or premature pump failure due to the scaling phenomena, operators should take appropriate measures to monitor and mitigate its effects. Normally scheduled boil-outs using a weak acid or hot water are employed to descale the evaporator loop.
Axial flow pumps can be configured to accommodate flow in either end suction or top suction, thus in either direction to suit the installation/process. Changes to the propeller and rotation direction achieve the desired flow direction. Evaporation/crystallization processes involve elevated temperatures, so the equipment needs to also accommodate thermal expansion. Axial flow pumps can therefore be installed hung in the pipe or base-mounted on the ground with spring bases or with expansion joints on the suction and discharge flanges.
Axial flow pumps can be designed for horizontal or vertical installations and they can be driven directly by a motor, or to achieve the final required pump speed, via a v-belt drive or gearbox. The best configuration for a given application is usually determined by the process layout of the plant and the preferences of the owner to best support ease of maintenance.
Pump wear that occurs at the outside tip of the propeller, opening the clearance between the propeller and wear ring of the elbow, will result in decreased head performance and cause a reduction of the specified flow rate. Thus, it is important to monitor this clearance and to change components as needed to maintain proper clearances set by the pump manufacturer.
Sulzer has technical knowledge and proven experience in evaluating and upgrading existing axial flow pump installations in the field, achieving improvements in the process and equipment reliability for end users. Contact Sulzer for a free evaluation.
The simplicity, efficiency and reliability of axial flow pumps make them ideal for evaporation and crystallization applications, which often involve demanding environments and heavy-duty cycles. To perform at their best, however, these pumps need to operate as designed. This requires careful attention to changes in process conditions, and proper pump maintenance.
Do not hesitate to contact our specialists in axial flow related questions